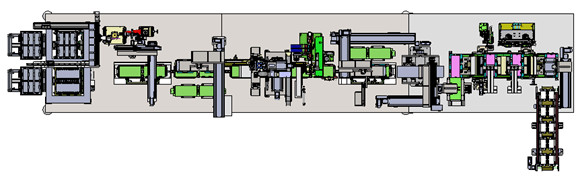
Chargement et déchargement automatiques de détection de CCD d'équipement de soudure laser de plat de transfert
fonction et introduction de 3,1 dispositifs
Le dispositif a soudé le morceau se reliant et le capot supérieur dans un par la soudure laser, a collé et a automatiquement coupé le matériel. Avec les fonctions suivantes : le chargement et le déchargement automatique, le code bidimensionnel gravé par capot supérieur, le code de balayage de capot supérieur, le capot supérieur et la connexion rapiècent l'assemblée et la soudure laser, la détection de CCD, le nettoyage de site de soudure, l'adhésif de position de soudure de capot supérieur et de morceau de connexion et la détection, pliage de cellules, secousse de cellules, fonction obligatoire de cellules.
3,3 modules principaux et conditions fonctionnelles
Impératifs techniques fonctionnels principaux
Les batteries alimentant 1 conception flexible de manipulateur, interface de produit adopte le matériel non métallique, tout équipé de la corrélation (ou de la réflexion) ont le capteur matériel de détection, le manipulateur est interdites dans les secteurs tels que le contact direct avec le matériel en métal d'utilisation de produit, s'assurent que les batteries ne décalent pas, en cours de transfert sont équipées du type vanne électromagnétique de pression, les produits de garantie ne tombent pas une fois expirés sans électricité, ne répètent pas la précision d'opération de +/- 0,05 millimètres ou de moins.
Vérifiez la direction entrante de la batterie.
3. Les pièces mobiles du fil sont faites de haut fil multinucléaire flexible flexible flexible.
Pendant le processus de transfert, la cellule sera transférée sous la protection du montage, et le déplacement relatif entre la cellule et le montage ne se produira pas. Le nombre de fois où la cellule est attrapée dans la machine ne devrait pas être plus de quatre (à l'exclusion du nombre de fois la cellule va dans et hors de la machine).
Le capot supérieur alimentant 1 interface matérielle de plat et d'équipement a une conception de butée.
2. Conception flexible du manipulateur, on l'interdit d'employer des matériaux en métal directement dans les parties telles que le manipulateur en contact avec le produit. Contact avec le toit aussi loin que possible pour employer la conception de manière d'éviter.
1. S'il y a un code de qr sur le capot supérieur, il est employé pour la traçabilité matérielle. Après que le matériel soit balayé et chargé, la couverture de batterie est laser codé. Si vous ne prenez pas direct gravez le code.
2. La machine de codage de laser a été utilisée pour coder le capot supérieur de colonne de poteau, et l'effet de codage a été vérifié au moyen de lecture de code. L'équipement indique et identifie le code de qr après que le code soit imprimé, et lie l'information d'assemblée de la colonne en lots et de poteau de capot supérieur.
3 - mordu avec le mécanisme de dépoussiérage.
4. L'indice de réussite de lecture automatique du code barres supérieur gravé ≥99.9%.
La position et la taille de 5 yards seront sujettes aux dessins fournis par l'acheteur.
le nombre de 6 de n séries de code peut être automatiquement augmenté, l'heure/date peut être automatiquement changé, le code barres peut être lié avec le caractère, et le changement en même temps.
En cours de code 7n, il ne devrait y avoir aucun problème anormal tel que l'augmentation ou la diminution du code de poids et du nombre, et le logiciel devrait être fourni pour empêcher l'occurrence du code de poids.
8. La position de la couverture extérieure de la vis de focalisation est équipée d'une échelle d'échelle (0.1mm) pour faciliter la focalisation rapide et quantitative.
9. L'IPC est relié à l'arme à feu de code pour balayer le code sur le capot supérieur d'encodeur (code barres entrant y compris et code barres de société). Le logiciel de balayage de code devrait avoir la fonction du double code anti-lourd et peut être téléchargé au système.
La surface externe du capot supérieur est employée comme la référence pour éviter defocusing anormal dû à la différence d'épaisseur des matériaux entrants.
Le senseur de couleur est utilisé pour détecter la direction du couvercle et du poteau positif et négatif avant la soudure laser.
soudure laser 2 pour rencontrer la tension > le 200N (force de cisaillement). Les marques de soudure laser Après adhérence violente, ne peuvent pas produire le point d'explosion de soudure, la soudure et toute autre mauvaise soudure, excepté la contamination ou la déformation des matériaux entrants.
3. Dépoussiérage coaxial d'emplacement de soudure, vitesse du vent ≥15m/s.
4 pendant le procédé de soudure, la batterie seront protégés dans son ensemble, et les scories de soudure n'éclabousseront pas sur la surface de la batterie et du capot supérieur. (voyez les instructions suivantes pour le plan détaillé de protection de la poussière), le secteur de soudure sera dépoussiéré, et les scories de soudure seront effectivement absorbées. Les parties avec des scories de soudure d'éclaboussure attachées à l'outillage ou au dispositif de couverture également seront effectivement dépoussiérées.
Le mécanisme de fixage s'assurera que l'adaptateur est en contact étroit avec le couvercle avant la soudure pour éviter la soudure virtuelle.
La puissance de la machine de soudure laser est 4000W ou au-dessus de laser continu de fibre, et la résolution d'affichage de puissance est 1W.
La longueur focale de la tête de laser peut être montrée et ajustée digitalement, avec une gamme de -5.0~+5.0mm, et l'exactitude ≤0.05mm d'ajustement. La direction de longueur focale a une échelle/cadran avec une précision d'échelle de 0.1mm, afin de vérifier defocusing
Les paramètres de soudure devraient être visualisés, décelables et attachés avec le code barres du capot supérieur.
L'objet est stationnaire, et les mouvements de système de tête de laser le long des haches de X, de Y et de Z. L'exactitude de positionnement répétée est ≤±0.05mm.
Avec le module de stockage de paramètre de soudure, il est commode d'appeler rapidement les paramètres de différents produits ou d'ajuster et stocker les paramètres de processus. La quantité de stockage est exigée pour être les groupes ≥5.
11. La soudure sera basée sur la surface intérieure de la colonne de poteau de capot supérieur, pour éviter defocusing anormal dû à la différence d'épaisseur des matériaux entrants, ayant pour résultat la soudure pauvre. En même temps, la fonction de mesure de distance est exigée pour surveiller le changement de la longueur focale.
La longueur de la fibre optique ne dépasse pas 20 mètres.
Caoutchouter le module
1. Après l'achèvement de la soudure laser, appliquez 1 morceau de bande protectrice à hautes températures aux taches positives et négatives de soudure laser respectivement ; Après que le noyau soit fermé, la bande est collée de la queue et du côté de la cellule
Des outils adhésifs seront faits de matériel spécial d'anti-bâton ou d'autres méthodes d'anti-bâton.
La longueur et la position du ruban adhésif peuvent être ajustées ; La position adhésive est symétrique au centre du secteur de marque de soudure, et la déviation de précision de la position adhésive est ±0.5mm.
4. Attachez du ruban adhésif aux deux côtés et au fond de la batterie après le collage, et collez la quantité et la position de la bande selon les exigences de client.
5. Nettoyez à l'aspirateur la fonction de détection et de détection précoce du caoutchouc défectueux
Le capteur de couleur devrait être utilisé pour détecter si l'adhésif est absent.
7. L'opération du mécanisme adhésif est stable et fiable, et le rendement adhésif est ≥99.5% pour s'assurer qu'on ne permet pas aux les produits défectueux de couler dans le prochain processus.
l'arrêt 8 pour la fonction changeante ≤2min en caoutchouc, l'indice de réussite de changement en caoutchouc est 100%.
Après le poteau se pliant et de fusionnement du module 1 le crochet est plié, la colonne de poteau et le plat se reliant ne dépasseront pas le bord du capot supérieur, et le recourbement n'endommagera pas la colonne de poteau, le crochet de poteau, la tache de soudure et d'autres pièces
on ne permet pas l'oreille 2 polaire tirant et déchirant en cours de noyau-fermeture.
Après que le noyau soit fermé, des côtés et le fond seront collés et la détection adhésive sera conduite.
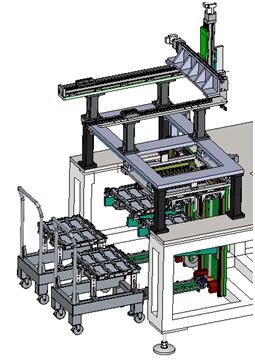
Le mécanisme d'alimentation de couvercle inclut principalement le chariot de alimentation, plateau de couvercle, mécanisme de levage de palette, mécanisme vide de transfert de plateau, manipulateur de alimentation de portique. La réalisation principale du couvercle après que le matériel soit manuellement déballent le couvercle dans le plateau, par le chariot au niveau d'alimentation de mécanisme d'alimentation, le manipulateur prendra automatiquement le couvercle, plateau vide de nouveau au chariot, a mis le plein plat après que le chariot soit manuellement écarté.
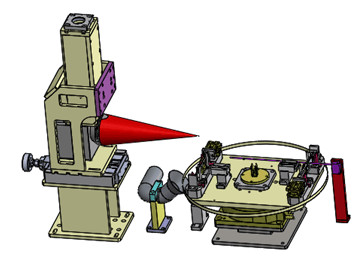
L'encodeur se compose principalement de mécanisme d'encodeur, d'ajustement d'encodeur, de mécanisme de dépoussiérage, de bride de couverture et de cylindre rotatoire. Il réalise principalement la gravure bidimensionnelle de code sur le cylindre de poteau du couvercle, et puis après que le code soit gravé, le code est alors balayé pour lier l'information du couvercle au code bidimensionnel, et l'information bidimensionnelle de code est téléchargée au système pour l'enregistrement et la lecture faciles ; La poussière de la programmation est rassemblée par le système de dépoussiérage.
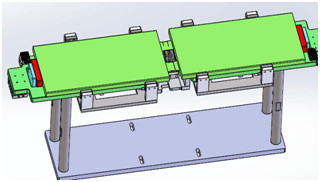
Le mécanisme de positionnement secondaire de la cellule électrique se compose principalement de parenthèse et de mécanisme de réglementation à trois. Il réalise principalement l'ajustement de la distance entre les cellules électriques accomplies par la soudure ultrasonore pour répondre aux exigences de distance pour la soudure de la plaque adaptrice. Le côté court des cellules électriques est renversé et aligné au centre par le cylindre. La direction de longueur est basée sur la référence de positionnement de la position de fin polaire d'oreille, et l'autre côté du cylindre est ajusté pour répondre aux exigences pour la distance entre les cellules électriques.
station 3.3.4 de soudure
La station de soudure se compose principalement de souder le module linéaire à trois axes, joint de soudure laser, tuyau de tabagisme coaxial et aplatissement du mécanisme de protection. Elle réalise principalement la soudure laser de l'adaptateur. Le mécanisme de aplatissement avant que la soudure rende l'adaptateur et le couvercle compact, conduit le joint de soudure au mouvement par le module linéaire à trois axes, et le système de dépoussiérage fume simultanément et le dépoussiérage par le tuyau de tabagisme coaxial. Les mesures spécifiques de protection de dépoussiérage sont comme suit :
Le mécanisme de pression équipe étroitement l'adaptateur de la surface de cylindre du capot supérieur par le couvercle, et la tête de pression du couvercle a un mécanisme flexible de ressort, de sorte que l'adaptateur positif et négatif et la colonne de poteau puissent être comprimés même si ils ne sont pas dans le même avion. Le bouclier de soudure enferme le secteur de mouvement de joint de soudure et couvre la surface de cellules. Les scories et l'éclaboussure de soudure produites dans le procédé de soudure sont séparées de la cellule et du capot supérieur pour empêcher les scories et l'éclaboussure de tomber.
Il y a des tuyaux de dépoussiérage aux deux extrémités de la plaque de pression de soudure, qui sont reliées à l'épurateur de fumée. La tête de soudure est également équipée du tuyau de tabagisme coaxial. Dans le procédé de soudure, trois tuyaux de tabagisme sont utilisés pour enlever la poussière et pour fumer en même temps pour s'assurer que des scories et la fumée de soudure peuvent être enlevées à temps.
Engagement de coopération
1. Nouvelle promesse d'équipement
Notre société garantit que les marchandises fournies aux clients sont équipement tout neuf, complet et inutilisé.
2. Engagement de confidentialité
Notre société promet que sans autorisation écrite d'aucune partie, de l'autre les dessins connexes partie, l'information technique, des renseignements commerciaux et d'autres secrets de secret d'affaires et techniques ne doivent pas être coulés aux tiers de quelque façon.
3. Engagement de service après-vente
(1) pendant deux mois de la date de l'expédition de l'équipement, la partie B est responsable des défauts non-humains dans une garantie opportune et libre d'ici un an (quand l'équipement est défectueux, le personnel de service après-vente répondra d'ici 2 heures après réception de l'avis. Selon la situation, le personnel doit être en place d'ici 48 heures. Pas plus tard que 60 heures, pour assurer la continuité de la production par l'acheteur ;
(2) après l'équipement a passé la période de garantie, s'il y a un problème, les deux parties communiquent et traitent lui. S'il y a lieu, le personnel après-vente sera envoyé pour le réparer, et seulement le coût sera imputé. Zh
(3) au cours de la période de garantie stipulée dans le contrat et l'accord technique signés par les deux parties, la société fournira une garantie pour les problèmes de qualité qui ne sont pas provoqués par des dommages humains pendant l'utilisation normale de nos produits.