
Machine électrique de soudure laser de colonne de poteau de noyau de machine de soudure laser
Nombre technique de plan :
À :
Machine électrique de soudure laser de colonne de poteau de noyau
ZCDC13A-00
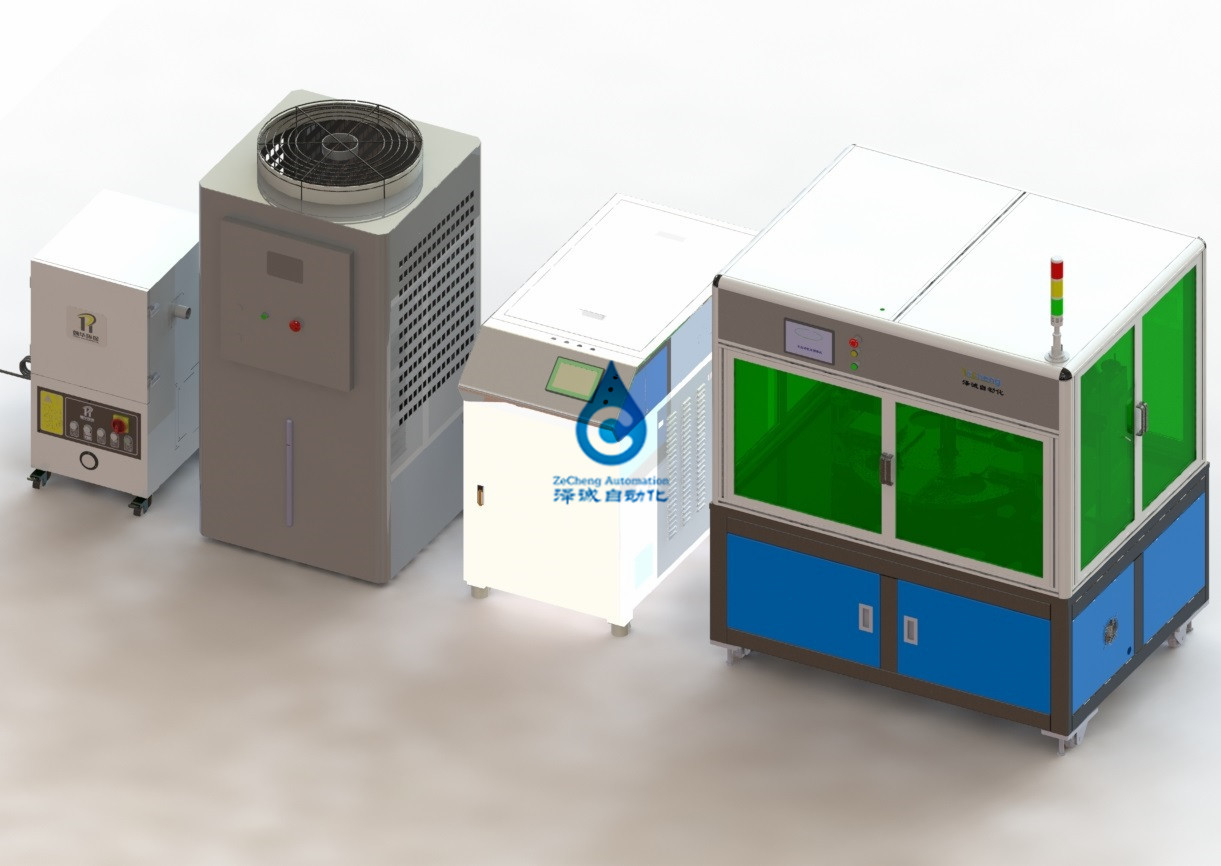
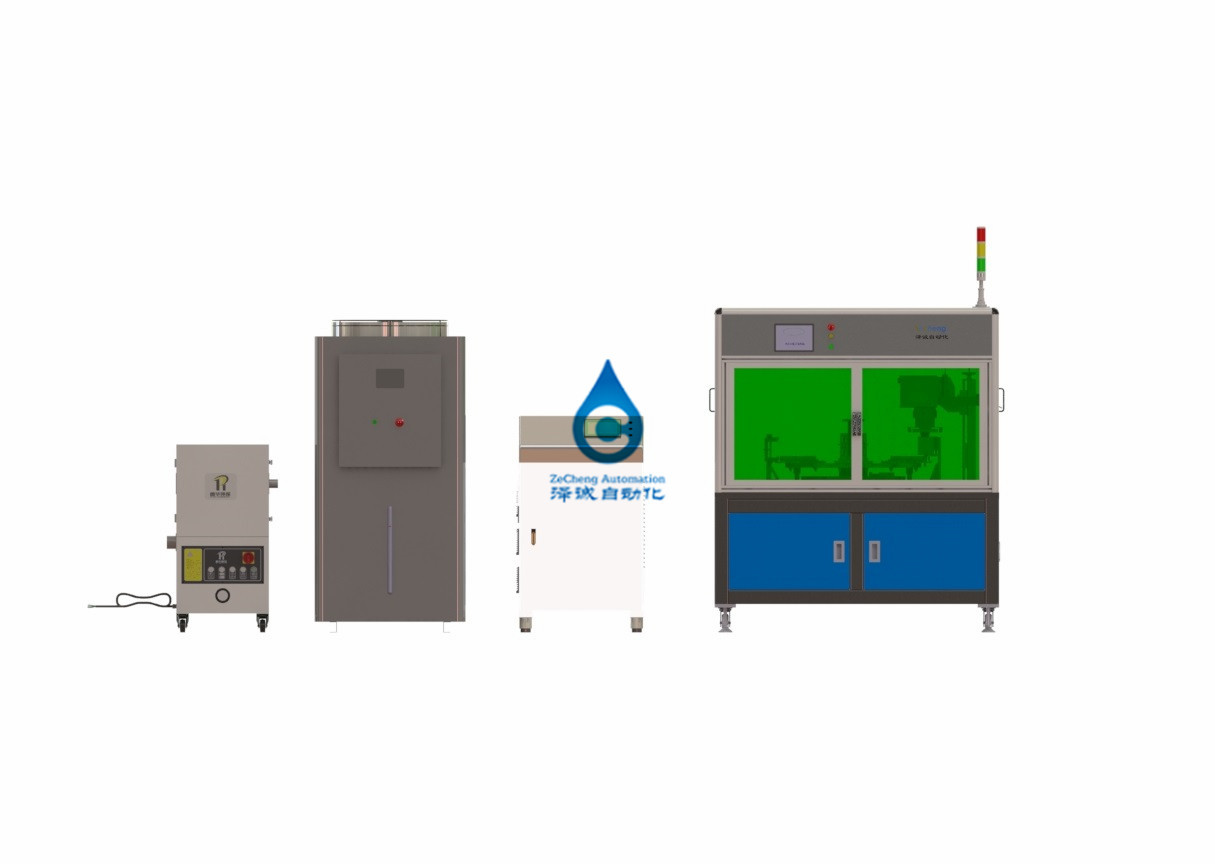
1, introduction d'équipement
L'équipement est principalement utilisé pour la soudure laser zinc-nickel de colonne de poteau de cellules de batterie, respectivement, pour réaliser le noyau plaçant le fixage, la soudure laser de poteau-cellule de noyau, l'oreille polaire de noyau formant, l'essai de court-circuit de noyau et d'autres processus.
2, équipement peuvent s'adapter aux matériaux et aux spécifications produit entrants
2.1. Adaptation aux caractéristiques de batterie
Puce unicellulaire de poteau négatif de batterie de 2.1.1.100 OH 21 morceaux, poteau positif 20 morceaux, un total de 2 largeurs monolithiques 68mm, taille 100mm de poteau de cellules
| Article | Gamme (millimètres) | |
| Épaisseur (H) | 75 | |
| Largeur (W) | 176,5 | |
| Longueur (L) | 121 |
Produit de contrôle de réception : batterie zinc-nickel carrée 100AH
| Article | Gamme (millimètres) | |
| Épaisseur (T) | 75 | |
| Largeur (W) | 176,5 | |
| Longueur (L) | 121 |
2.1.2. Diagramme de taille de plat
Chiffre de plat positif le morceau de cathode de figure
2,2, effet de soudure ;
3 paramètres techniques d'équipement
3,1, puissance totale : ≤15KW ;
3,2, alimentation d'énergie : AC380 V±10% 50HZ, système à cinq fils triphasé ;
3,3, air comprimé : MPA du pressure≥ 0,5, ³ /h de flow≥12m ;
3,4, source de vide : ≤-90KPa (fourni par partie A), ³ /h de suction≥18m ;
3,5, poids d'équipement : tonnes ≤1.5. Conditions au sol de charge : 650kg/㎡ ;
3,6, azote : pressure≥0.5 MPA, ³ /h de <0.2m,
3.7. Dimensions : (longueur) 4620* (largeur) 1500* (taille) 2000 ; (pour la référence seulement, principalement en nature) ;
3,8, efficacité de l'exploitation d'équipement de 17H de ≥ d'efficacité d'équipement, à l'exclusion d'autres facteurs, ≥ 99%, ≥ 98% de taux de survie d'équipement de rendement de produit ;
puissance de 3,9 lasers : 4000W à plusieurs modes de fonctionnement
4. introduction de fonction
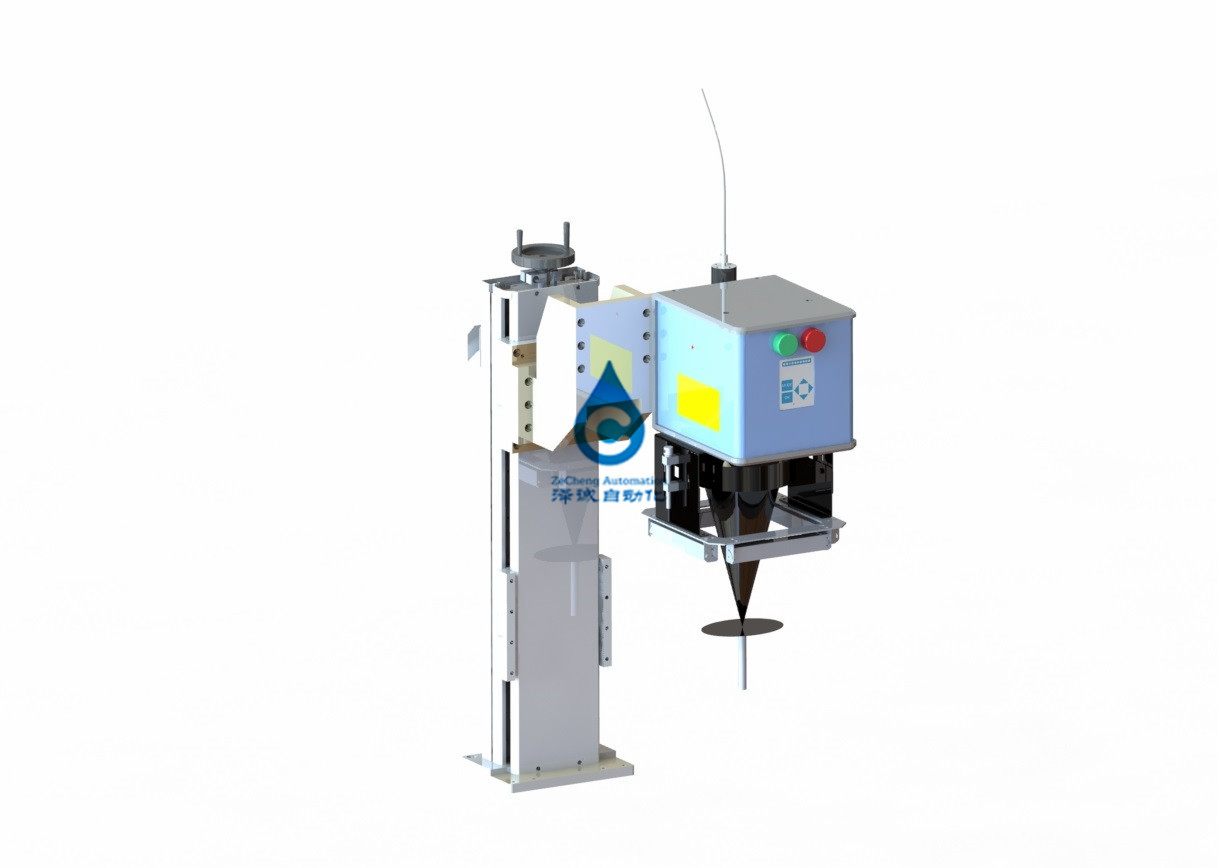
4.1. Soudure laser d'oreille de Polonais formant des mechanis
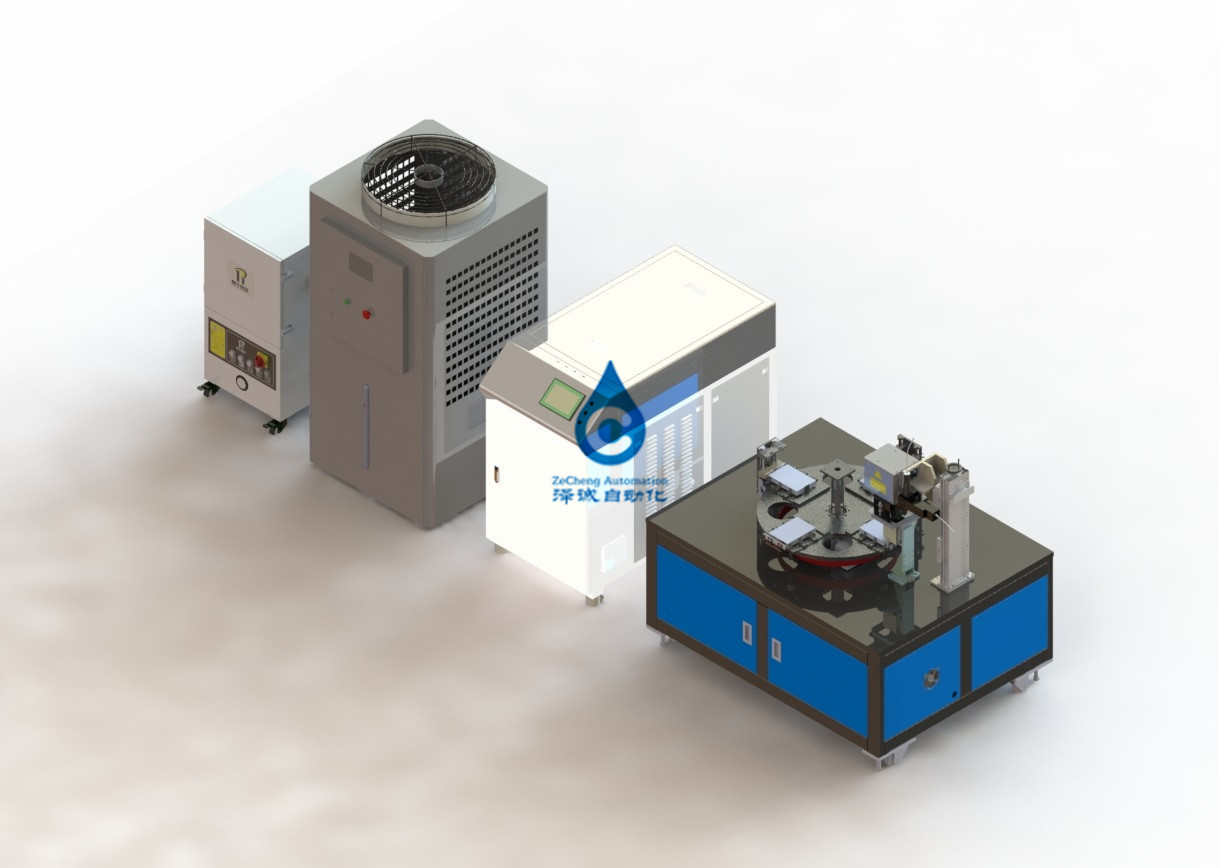
conception de plaque tournante de 4 stations, 1 station chargeant, positionnement, maintenant, station 2 pressant le vide de soudure laser, formation de soudure de 3 stations, essai de court-circuit de 4 stations.
4,2 positionnement du matériel sur la cellule
La structure pneumatique de cylindre et de ressort sont adoptées pour serrer le montage, détachent le positionnement et améliorent l'exactitude d'opération de chaque station sur la plaque tournante.
4,3 soudure laser polaire d'oreille
4.3.1 ensemble compact de soudure laser : Quand le noyau électrique est transféré à la station de soudure laser sur la table rotatoire, enfoncez le cylindre de compression et presser l'oreille électrique de poteau de noyau à la colonne de poteau pour s'assurer que l'oreille de poteau n'est pas lâche pendant la soudure laser.
4.3.2 composants de soudure laser :
Centre serveur de laser : Le centre serveur de laser se compose du laser, machine de refroidissement par l'eau, tête de soudure
Laser : Le laser adopte le laser continu domestique de fibre de Chuangxin. Voyez la table suivante pour les paramètres techniques principaux
Refroidisseur d'eau : adoptez l'unité plus fraîche chaude de l'eau de double de haute précision
Voyez la table suivante pour les paramètres techniques principaux
| Paramètres de l'article | Valeurs typiques |
| Capacité de frigorification | 5KW |
| Le volume de réservoir | 100L |
| Réfrigérant | R22 |
| Chaîne de contrôle de température | Laser 22±1℃, 27±1℃ optique |
| Fonction d'alarme | Niveau d'eau, basse température, haute température, surcharge, etc. |
| Puissance évaluée |
AC380V±10%, 50Hz, 3P+N+PE Puissance évaluée : 3Kw, courant évalué : 10A |
| Conditions ambiantes | La température 5-45℃, humidité 10-90% |
4.3.3 système de vide :
Système de purification de vapeur
Opportun et absorbez effectivement la fumée de soudure, gardent l'espace de travail de soudure pour nettoyer, et empêcher la fumée d'affecter la qualité de soudure, l'équipement est équipé d'un épurateur de fumée.
L'épurateur de fumée et de la poussière se compose principalement de bouche de tabagisme, transportant le tuyau, la fan de roue, le tamis filtrant et le coton épuré.
Les paramètres techniques principaux de l'épurateur de fumée et de la poussière sont montrés dans la table ci-dessous
| Paramètres de l'article | Valeurs typiques |
| Volume de l'air maximum | ³ /h de 318m |
| La plus grande pression de vent | 290mbar |
| Le bruit | ≤50db |
| Le matériel de filtre | PTFE |
| Région de filtre | 9㎡ |
| Précision de filtration | 0.3-1um |
| Efficacité de filtration | 99% |
| Le diamètre d'entrée d'air | Diamete externe Ø50mm |
| Manière de nettoyage de suie | Clairière de la poussière + dépoussiérage automatiques de tiroir |
| Capacité de boîte de la poussière | 20L |
| Catégorie de protection | IP55 |
| Poids | 180Kg |
| Taille | 650W×650D×1419H (millimètre) |
|
Les conditions d'alimentation d'énergie
|
AC380V, 50Hz.Rated puissance 4KW 10A actuel évalué, câblant 3P+N+PE |
| Conditions ambiantes | 5-45 la température de ℃ ; 10-90% humidité |
(5) reconstruction polaire d'oreille
(7) la tension d'essai
Le cylindre conduit le bloc de formation pour former la position après la soudure laser, et la pression de formation est réglable.
La cellule est pressée et fixée, et l'oreille d'électrode de la cellule est examinée pour la tension. L'écran de visualisation est commandé pour distinguer la tension qualifiée et sans réserve de la cellule. Après ce, la batterie est rassemblée et séparée manuellement.
(7) système de plaque tournante
Ce composant est conduit par une plaque tournante et se compose d'un mécanisme de levage. Dans l'état de levage, la table rotatoire tourne pour s'assurer que la rotation du montage et de la cellule à chaque station est lisse, et il n'y a aucune collision avec d'autres composants. Tour à la prochaine station quand la plaque tournante se laisse tomber, chaque station à fonctionner.
(8) liste de configuration d'équipement
| Nombre | Nom | Quantité | Unité | Note |
| 1 | Support et couverture | 1 | Placez | |
| 2 | Mécanisme d'alimentation | 1 | Placez | |
| 3 | Mécanisme rotatoire | 1 | Placez | |
| 4 | Cellule plaçant le mécanisme | 1 | Placez | |
| 5 | Mécanisme de soudure | 1 | Placez | Un ensemble du laser 4000W de Chuangxin |
| 6 | Grille de sécurité | 1 | Placez | |
| 7 | Système d'essai d'isolation | 1 | Placez | |
| 8 | Formant et mécanisme de dépoussiérage | 1 | Placez | |
| 9 | Système de contrôle électrique | 1 | Placez |
5. Environnement d'utilisation de produit
5,1 air comprimé : 0.4-0.6mpa ; Le trafic : 15L/min
alimentation de l'énergie 5,2 : AC380V monophasé ; Petite fluctuation ±10% de tension ;
hygrométrie 5,3 : 30-55%HR ;
5,4 aucun gaz corrosif, liquide ou gaz explosif sur le site.
Veuillez se référer à la table suivante pour les attachements aléatoires (pour chaque ensemble)
| Nom | Spécifications/spécifications | quantité | |
| Document | Manuel d'exploitation d'équipement | 1 | |
| Certificat de l'approbation | 1 | ||
| Carte de garantie | 1 | ||
| Bordereau d'expédition | triple exemplaire | 3 | |
| Outil | armoire d'outil | 1 | |
| Outils d'entretien | Clé intérieure d'hexagone | 1 ensemble | |
| Nom d'une marchandise | Marque |
| Commutateur de bouton poussoir | Schneider |
| Le disjoncteur | Schneider |
| Contacteur à C.A. | Schneider |
| Relais | omron |
| Alimentation d'énergie de changement | Trame de Ming |
| Le capteur | omron/panasonic |
| Moteur servo et commande | panasonic |
| Composants pneumatiques | SMC/AIRTEC |
| Rail de guide, glisseur, tige de vis | HWIN |
| Incidence | NSK |
| PLC | panasonic/omron |
| Écran tactile | Wilen, contrôle d'affichage, |
L'acceptation d'équipement est divisée en pré-acceptation et acceptation définitive.
1) Pré-acceptation : La pré-acceptation sera effectuée à la société de la partie b, et la partie A enverra le personnel et le personnel de la partie b pour confirmer la composition en équipement, l'aspect, la fonction et les paramètres appropriés. L'équipement soudant 3 échantillons sans interruption, le temps d'arrêt provoqué par des raisons matérielles n'est pas compté. Pendant l'opération, le rendement, la fonction élevée et les paramètres techniques de l'équipement ont été étudiés.
2) Acceptation définitive : L'acceptation définitive sera conduite par la société de la partie A. L'équipement sera transporté pour faire la fête l'atelier d'A, et vérifié et accepté après installation et élimination des imperfections. L'équipement soudant 10 échantillons sans interruption, le temps d'arrêt provoqué par le matériel n'est pas compté. Pendant l'opération, le rendement, la fonction élevée et les paramètres techniques de l'équipement ont été étudiés. S'il y a n'importe quel problème avec l'équipement pendant le contrôle d'acceptation, la partie B, selon les exigences de la partie qu'A, transforment l'équipement dans le temps le plus court.
3) Explication supplémentaire : Dans l'un mois à compter de la commission de l'équipement, si la partie A n'effectue pas la production et l'acceptation d'essai dues au matériel insuffisant ou aux installations de soutien préparation ou manque de répondre aux exigences de spécification technique, l'équipement sera considéré pour avoir passé le contrôle d'acceptation.
La partie B est responsable d'arranger les ingénieurs professionnels pour conduire la formation professionnelle pour 1-3 personnels d'entretien d'utiliser-et après la correction d'équipement de la partie A. Le contenu s'exerçant est comme suit :
1) Comprenez les modules fonctionnels de l'équipement entier
2) Modes opératoires et précautions pour l'usage approprié de l'équipement
3) Exemple de programme de dispositif et description de programmation
4) La connaissance de la protection de soudure
5) Principe et technologie de soudure
6) Instructions d'entretien du matériel
Les articles pas ont spécifié dans la table sont considérés être hors de portée de la fabrication et de l'exécution par le fournisseur.
| Projet | Fournisseur | Acheteur | Note |
| Conception et fabrication | ● | ||
| Emballage et transport | ● | ||
| Manipulation et déballage | ● | ||
| Dans l'usine le transfert | ● | ||
| Approvisionnement en eau, alimentation d'énergie et approvisionnement en gaz | ● | Dans la position correspondante de l'équipement | |
| Travail environnemental de base | ● | ||
| Préparation matérielle | ● | ||
| Installation et élimination des imperfections | ● | ||
| Un essai | ● | ● |
Le site commissionnant le plan se rapporte au processus de l'installation, de la commission et de la formation d'équipement accomplies par l'ingénieur d'équipement au site d'utilisateur.
| Un projet | Temps |
| Dirigez le déballage et le transport de l'équipement vers l'emplacement indiqué | 2H |
| Inspection de qualité d'équipement et eau et préparation de l'électricité | 2H |
| Correction matérielle entrante de préparation et de processus | 4H |
| Production d'essai d'échantillon et optimisation de processus | 8H |
| Production par lots faible | 8H |
| Formation d'opération et de processus | 4H |
| Instruction machine | 4H |
| Recyclage d'opération et de processus | 4H |
| Entretien quotidien et entretien d'équipement | 4H |













