Capacité de production réelle de la machine 1 polaire de soudure ultrasonore : 3PPM
2. L'heure du repas de l'adaptateur et du protecteur est ≥60min
3. Rendement d'équipement : 99,5% (excepté les matériaux entrants défectueux), rendement d'équipement : ≥98%
Pendant le processus de transfert, la cellule sera transférée sous la protection du montage, et le déplacement relatif entre la cellule et le montage ne se produira pas. Le nombre de fois où la cellule est attrapée à l'intérieur de la machine ne devrait pas être plus de trois fois (le nombre de la cellule entrant dans et laissant la machine n'est pas inclus).
Cellule nue n'alimentant 1 prise fiable, aucune chute de matériel ou matériaux entraînés, la précision répétée de l'opération ≤±0.05mm de mécanisme.
2. La conception flexible du manipulateur, le fil de pièce mobile est fil flexible, le matériel en métal n'est pas permis d'être employé dans le mécanisme ou la partie en contact direct avec le produit, et la protection en caoutchouc devrait être ajoutée à la pince mécanique.
3. Elle peut empêcher le produit de tomber sous l'état soudain de panne de la mort et de courant.
4. inspection d'Anti-perte de vitesse de la direction matérielle entrante de la cellule électrique (par la détection de code de balayage).
Détection 1. de salut-pot de court-circuit. Pendant la détection de court-circuit, l'oreille d'électrode sera pressée et examinée encore.
2. La période d'essai du salut-pot était 3s, et était réglable de 1,0 à 10.0s. Le temps de décharge est 1s et 0,5~ 5.0s sont réglables. tension DC100V, C.C 0~500V, de Salut-pot de gamme vitesse 50V ;
3 la valeur de valeur courante et de tension peuvent être alimentés de nouveau au système de PLC en même temps pour assurer l'exactitude du jugement de court-circuit.
Pré-soudure ultrasonique 1. Pendant la soudure, il devrait y avoir cloison à la racine de l'oreille de poteau pour empêcher la poussière de tomber dans la cellule de batterie ;
2. Avant la soudure, l'oreille d'électrode sera remodelée selon les conditions de position de l'oreille d'électrode de la cellule électrique ;
3. Le dispositif de dépoussiérage est exigé dans le procédé de soudure ;
La région de soudure et le nombre de marques de soudure seront soudés selon les exigences technologiques du client ;
5. Il est simple et commode de remplacer la tête de soudure, sans la base collante. Le nombre de fois de l'utilisation de la tête de soudure et du siège de soudure est ≥ 300 000 fois, et il peut être poli pendant 2 fois.
La durée de vie de 1 couteau de coupe d'oreille de poteau est ≥ 500 000 fois ;
2. Facile de remplacer le coupeur ;
3. Collection automatique de chute coupée et de chute ;
1. L'oreille polaire de coupe devrait être remodelée sans endommager l'oreille polaire
2. Époussetez les oreilles de poteau après coupure ;
1 plat de transfert d'aluminium/en cuivre adopte la forme de matériel entrant de matériel de feuille, alimentation de type cassette, cycle d'alimentation : ≥60min.
2. Le montage de positionnement du morceau se reliant et de la cellule électrique devrait être basé sur la même référence, et le morceau se reliant devrait être ≤±0.5mm relativement à la cellule électrique.
3. Le chargement des plats de transfert d'en cuivre et d'aluminium sera effectivement empêché du collage.
Épaisseur du plat en aluminium de transfert : 0.6-1.2mm, épaisseur du plat de cuivre de transfert : 0.4-1.2mm (l'épaisseur spécifique sera sujette au dessin de processus) ;
5. Le chargement de la feuille de protection et de la feuille se reliante sera empêché de boire et d'absorber plus d'une feuille, et l'alarme sera donnée si elle échoue à boire ou à absorber plus d'une feuille pendant trois fois consécutives, et un dispositif de rebut sera installé pour stocker plus d'une feuille ; La station protectrice de chargement de feuille doit avoir protéger la fonction.
6. L'Assemblée plaçant l'exactitude ≤0.5mm, la garniture est requise d'être à l'intérieur de l'adaptateur, et du bord espaçant ≤0.5mm.
Cellule nue plaçant le module 1 deux cellules au milieu ≤±0.3mm.
Ne rayez pas la surface de la cellule.
Excepté le secteur de soudure, le reste de la surface de cellules devrait être protégé.
4. Des mesures efficaces devraient être prises pour empêcher la collision et la décarburation de la cellule électrique nue. Les matériaux en contact avec la cellule électrique sont tout le non-métal.
Le module de alimentation 1 de feuille protectrice réalise l'alimentation automatique de la feuille protectrice d'aluminium/en cuivre, qui est placée dans la position de soudure ultrasonore du groupe de poteau et des oreilles de poteau, et feuille protectrice de cuivre/en aluminium est fixée par le dispositif de couverture de soudure.
2. Chaîne d'épaisseur du plat en aluminium de protection : 0.1-0.5mm ; gamme d'épaisseur du plat de cuivre de protection : 0.1-0.5mm (faites la fête a fournira des dessins et suggérera 0.2mm), qui seront placés sur la partie supérieure de l'oreille de paquet du groupe arrière assorti de poteau.
3. La feuille de protection d'aluminium/en cuivre adopte la forme de matériel entrant de matériel de feuille, alimentation de type cassette, cycle d'alimentation : ≥60min.
L'équipement conduira la soudure ultrasonore pour chaque crochet de cuivre/en aluminium de poteau, avec 1 tache de soudure sur chaque crochet de poteau, la taille de tache de soudure : 5*15mm (le secteur spécifique sera sujet à la technologie), et conduiront on soudant pour chaque crochet de poteau après s'être réuni, pendant un total de 4 fois.
5. L'Assemblée plaçant l'exactitude ≤0.5mm, la garniture est requise d'être à l'intérieur de l'adaptateur, et du bord espaçant ≤0.5mm.
La base d'installation du module 1 de soudure ultrasonore de la machine de soudure ultrasonore pourra réaliser l'ajustement de direction de XYZ trois, axe DE X/Y adopte l'ajustement automatique d'entraînement servo.
2. Après la soudure ultrasonore, les produits ont été aléatoirement choisis pour l'inspection. La force de tension verticale était > 100N, et la force de tension horizontale était > 60N. Les joints de soudure entre les oreilles de poteau et entre les oreilles de poteau et les morceaux se reliants sont déchirés et puis adhérés, et le secteur résiduel de dépouillement est le ≥ 60%, qui ne produit pas des phénomènes tels que la fente de soudure, la soudure virtuelle, le biais de soudure, la tête de soudure adhésive et la base d'adhésif.
3. La batterie de station de soudure sera protégée dans son ensemble et équipée d'une aspiration et d'un mécanisme de dépoussiérage pour empêcher la poussière de tomber dans la batterie. La propreté environnementale de la chambre protectrice en contact avec le produit pendant le processus fonctionnant est plus haute que les conditions de la classe 100 000.
Pendant la soudure, il devrait y avoir cloison à la racine de l'oreille de poteau pour empêcher la poussière de tomber dans la cellule.
5. Des paramètres de soudure ultrasonore seront surveillés en temps réel, et si les paramètres dépassent la gamme d'ensemble, une alarme sera donnée ; Des fissures ultrasoniques de soudure/défauts dessoudés ont été détectés par le système de retour d'énergie.
6. Il est simple et commode de remplacer la tête de soudure, sans la base collante. Le nombre de fois de l'utilisation de la tête de soudure et du siège de soudure est ≥ 150 000 fois, et il peut être poli pendant 2 fois.
Paramètres de processus de soudure ultrasonore : de puissance de sortie, amplitude, pression de soudure et précision de minuteur : placez la valeur ±5% ; Disque d'affichage en temps réel de paramètre, économies de gens du pays, faciles à tracer.
Le module adhésif bleu 1 est utilisé pour coller le ruban adhésif protecteur sur la position d'impression de soudure ultrasonore. Les électrodes positives et négatives sont 4 morceaux d'adhésif sur le dessus et le bas, 8 morceaux d'adhésif au total. On l'exige pour couvrir la tache de soudure, le crochet de poteau et une partie du groupe de poteau.
La longueur de bande et la position d'adhésif peuvent être ajustées.
3. La détection adhésive pauvre de vide et la détection précoce fonctionnent.
Il doit y a un capteur de couleur pour détecter la présence de la colle bleue.
5. Rendement adhésif ≥99.5%, pour s'assurer que les défauts adhésifs ne coulent pas dans le prochain processus.
arrêt 6 pour changer le caoutchouc ≤2min.
1. Saisir fiable, aucun matériel chutant ou matériel entraîné, précision de répétition d'opération du mécanisme ≤±0.05mm.
2. La conception flexible du manipulateur, la surface de contact du produit est faite de matériel de non-métal, et elle est équipée du réflecteur pour la détection matérielle.
Assurez-vous que la cellule ne décale pas pendant le processus de transfert et est équipée de la vanne électromagnétique pression-se tenante pour s'assurer que le produit ne tombe pas quand le gaz est découpé.
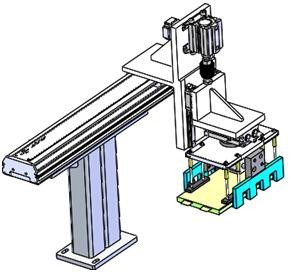
Des batteries chargeant le mécanisme se compose principalement de module linéaire, guide, cylindre, griffe de gaz et le mécanisme de tassement, la fonction principale du transfert des batteries en même temps dans le processus de transfert et pour assurer les pannes d'électricité pour renifler la situation d'accidents telle que des batteries ne tombera pas, adopté dans le type cylindre de cachetage de contrôle de vanne électromagnétique, peut effectivement garder la ligne quand les coupures d'électricité pour renifler la pression immédiatement non coulé, peut garder la ligne pression pendant 20 minutes.
La position ultrasonique de pré-soudeuse se compose principalement de soudeuse ultrasonique, pressing de tube électronique, de poteau d'oreille et mécanisme de formation. Avant la pré-soudure ultrasonique, le mécanisme de fixage et de formation de l'oreille de poteau serrera d'abord l'oreille de poteau, et alors l'oreille de poteau sera remodelée au milieu selon les conditions du processus de s'assurer que l'oreille de poteau après la pré-soudure est compatible aux conditions du processus. Pré-soudure ultrasonique selon les conditions de la soudure deux points ou une ligne.
Le mécanisme de coupe se compose principalement de cylindre de coupe, de siège de support, de colonne de guide, de couteau de coupe supérieur et inférieur et de boîte de collecte des déchets. La réalisation principale de la pré-soudure après l'oreille de poteau de cellules électriques pour couper, a découpé la pièce en surplus de l'oreille de poteau, et assure l'uniformité de l'oreille de poteau, le coupeur à l'aide du couteau blanc d'acier ou d'acier de tungstène, couteau de coupe peut être réparée pendant beaucoup de fois, la vie jusqu'à 500 000 fois.
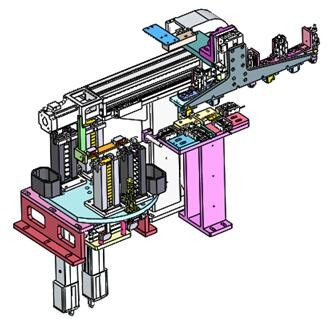
Le mécanisme d'alimentation du plat de transfert se compose principalement de décharger la magazine, mettant sur cric le module, le mécanisme de positionnement secondaire et le mécanisme de transplantation de plat de transfert. Il réalise principalement la fonction de placer exactement le plat de transfert d'en cuivre et d'aluminium dans l'agrafe de munitions dans la position spécifique du montage de soudure. En raison de la différence dans la taille, forme et épaisseur des plats de transfert d'en cuivre et d'aluminium, détection efficace et correction de conservation soyez nécessaire pour assurer l'exactitude des positions des deux plats en cours de libération et transfert matériels. Le positionnement secondaire des plats de transfert est nécessaire pour assurer l'exactitude de position avant de les placer dans le montage de soudure. En même temps, l'adaptateur devrait être examiné pour empêcher le déplacement inverse.
Des mesures de anti-collage efficaces seront prises pour les plats de alimentation de transfert d'en cuivre et d'aluminium :
Le mécanisme d'alimentation de la feuille de protection se compose principalement de magazine de alimentation, mettant sur cric le module, le mécanisme de positionnement secondaire et le mécanisme de transplantation de la feuille de protection. Il réalise principalement la fonction de placer exactement le plat de cuivre et en aluminium de protection dans l'agrafe de munitions dans la position spécifique du montage de soudure. En raison de la différence dans la taille, forme et épaisseur des plats de cuivre et en aluminium de protection, détection efficace et prévention d'erreur soyez nécessaire pour assurer les positions précises des deux plats en cours de libération et transfert matériels. Avant de placer le plat de protection dans le montage de soudure, elle devrait être placée deux fois pour assurer l'exactitude de position. En même temps pour protéger le film pour détecter s'il y a une erreur inverse.
Les mesures mises de conservation de film protecteur anti- sont fondamentalement identiques que l'adaptateur.
La station de soudure ultrasonore se compose principalement mécanisme de levage de machine de soudure ultrasonore, de module mobile ultrasonique de X et d'axe des ordonnées, de Z d'axe, mécanisme de protection de cellules électriques et mécanisme de tabagisme de dépoussiérage. La réalisation principale du morceau de transfert, l'oreille de poteau de cellules électriques, le morceau de protection par l'onde ultrasonique sera soudée ensemble, le secteur de la marque de soudure selon les conditions de processus de choisir le chef de soudure approprié, chef de soudure peut être à plusieurs reprises polie deux fois, tête de soudure et durée de vie de siège de soudure de 150 000 fois.
1) mesures de sauvegarde pour le dépoussiérage de soudure :
Principe de protection de cellule de soudure : d'abord, le plat de protection couvrira la surface de la cellule, et seulement le secteur de soudure est réservé. Les têtes de soudure supérieures et inférieures sont équipées des ports d'extraction de poussière. Dans le procédé de soudure, l'épurateur de fumée aura le compresseur coaxial, et l'éclaboussure de soudure sera pompée dans l'épurateur de fumée par les ports d'extraction de poussière.
2) paramètres et configuration d'épurateur de fumée
A. Le tube d'aspiration a une représentation de feu élevée, et l'estimation du feu peut atteindre v-0.
Structure, coffre-fort et biens de cadre en métal de fuselage de B. ; La structure est claire, divisé en : chambre d'entrée d'air, chambre de filtration, chambre de purification d'air, et chambre d'échappement.
C. La sous-couche filtrante dans l'élément filtrant a une caractéristique ignifuge élevée, qui peut immédiatement atteindre la condition ignifuge du ℃ (de 200-300), et la catégorie ignifuge peut atteindre v-0.
D. filtration de haute précision, aussi petite que 0,3 microns.
E. dispositif de retour de souffle d'impulsion pour maintenir une entrée d'air constante et une capacité de nettoyage constante.
F. la conception de structure de réduction du bruit, la salle à haute pression d'installation de fan est équipée du coton insonorisant, qui peut effectivement réduire le bruit et rend l'environnement de travail plus paisible et agréable.
G. Avec la fonction de l'induction de la température, la valeur de température limite peut être placée. Quand la température limite est atteinte, la fonction d'alarme sera commencée, la fan cessera de fonctionner, et la vanne électromagnétique sera ouverte pour commencer l'azote s'éteindre la fonction.
H. Avec la fonction de retour de pression, la valeur de pression de limite peut être placée. Quand la pression interne atteint la pression de limite, la fonction d'alarme sera commencée.
Mesures électriques de protection d'I. Complete, équipées d'un manque de dispositif de protection égal, sûr et fiable.
J. Avec la fonction du règlement de vitesse du vent, la vitesse du vent peut être ajustée selon la demande réelle.
K. La feuille anti-déflagrante est installée sur l'extérieur du cadre pour réaliser la fonction du soulagement d'explosion.
mécanisme de 2.3.7 adhésifs
Le mécanisme adhésif se compose principalement de mécanisme de rotation de placement de cellules électriques, de mécanisme de détection de ruban adhésif, de traction adhésive, de pressing adhésif, de coupe adhésive et de mécanisme d'alimentation adhésif. Après l'achèvement de la soudure de cellules, le ruban adhésif est imprimé dans la soudure, et un total de 8 morceaux de ruban adhésif sont imprimés sur les arrières plan et. Après que l'achèvement du ruban adhésif par le capteur de couleur pour détecter si la bande est collée, la cellule unpasted dans l'aide manuelle de station de NG après pâte à la machine arrière.
2,4 paramètres d'équipement de base :
(1) par capacité page par minute d'unité : ≥3 ;
(2) le taux optimal primaire de l'équipement : ≥99.5% (seulement mauvais produits provoqués par l'équipement, excepté de mauvais matériaux entrants) ;
(3) décollement de taux de panne d'équipement : ≤2% (excepté de mauvais matériaux entrants) ;
(4) bruit d'équipement : ≤75dB (étroit les portes et le Windows, 1000mm à partir de l'équipement ou de la mesure de peu d'opération) ;
L'indice de réussite de l'arme à feu automatique de balayage de code pour les matériaux entrants : ≥99.8% ;
6. L'équipement exige 0,55 | 0.65mpa air comprimé, ≤ -90kpa, accès de pression de vide au diamètre de tuyau de 12mm (le client fournit la source d'air comprimé et de vide) ;