
Machine de stratification semi automatique automatique de machine de stratification de Zc Lm18d
Empileur semi-automatique de ZC-LM18D
1 introduction à l'équipement
1,1 utilisations
Le dispositif est utilisé dans une pile en forme de z de batteries de puissance de lithium-ion.
L'équipement inclut le poteau supérieur artificiel à la station de sous-positionnement, robot artificiel de poussée pour prendre le chemin en forme de z, empilement automatique, diaphragme coupé artificiel, colle artificielle, matériel artificiel.
1,2 caractéristiques
Réduisez le contact artificiel pendant le processus de empilement, réduisez le court-circuit et la décharge spontanée intérieurs du noyau ;
Le diaphragme libère activement le petit pain, la cohérence de tension est bon ;
Haute précision ;
L'équipement est stable ;
La conception conviviale est simple pour utiliser.
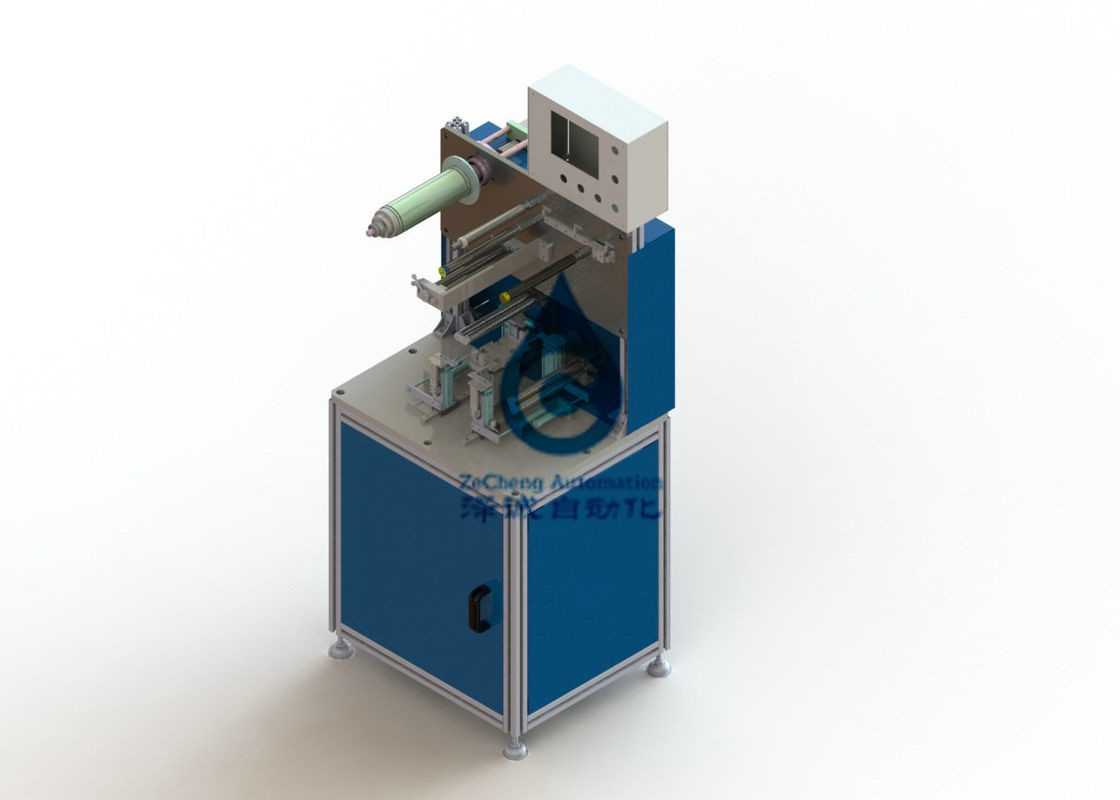
1,3 schémas de disposition
![]()
Poids d'équipement : au sujet de 180kg, basé sur le poids réel, le contrôle de tout le poids et le rapport porteur de secteur de 500kg/m2.
![]()
1,4 structure et fonction
| NO.1 | système | décrivez |
| 1 | Système de support | Contient le corps de substrat. Le principal organisme du substrat joue un rôle de soutien et de réparation sur l'équipement entier ; |
| 2 | Système de déroulement de diaphragme |
Inclut l'ensemble de déroulement de diaphragme et l'assemblée de tension.
Composant de déroulement de diaphragme : la bobine de diaphragme est fixée par le principe de l'expansion, gardant la cohérence de la distance verticale entre le diaphragme et le substrat, et à l'aide du moteur de C.C pour réaliser le déroulement continu du diaphragme.
Composants de tension : bonne cohérence de tension.
|
| 3 | Système de positionnement secondaire de Polonais |
Le plat de poteau est placé dans la plate-forme de positionnement secondaire manuellement, et le plat de poteau est placé mécaniquement.
|
| 5 | Système de manipulateur pour la récupération matérielle |
Poussez manuellement le manipulateur à gauche et à droite pour se déplacer le long du chemin en forme de z de diaphragme, utilisant la limite mécanique pour assurer l'exactitude de positionnement répétée ;
Le manipulateur adopte un surgeon de vide en prenant le plat, qui s'assure que le poteau n'est pas endommagé en cours de prendre et mettre le poteau ;
|
| 6 | Système en stratifié principal |
La table de stratification est équipée de quatre mécanismes de plat-pressing, qui tiennent respectivement les plats positifs et négatifs sur la table de stratification pour s'assurer que les plats de poteau ne décalent pas pendant la stratification.
Pendant le processus de stratification, la descente de plate-forme est manuellement ajustée au moyen de boutons manuels. |
| 7 | Système de coupe de diaphragme | Après la stratification est accomplie, le diaphragme est découpé manuellement. |
| 8 | Système de contrôle | Y compris le PLC, le logiciel système, commandent le fonctionnement global de l'équipement ; |
| NON. | SYSTÈME | DESCREP |
| 1 | Système de support | Contient le corps de substrat. Le principal organisme du substrat joue un rôle de soutien et de réparation sur l'équipement entier ; |
| 2 | Système de déroulement de diaphragme |
Inclut l'ensemble de déroulement de diaphragme et l'assemblée de tension.
Composant de déroulement de diaphragme : la bobine de diaphragme est fixée par le principe de l'expansion, gardant la cohérence de la distance verticale entre le diaphragme et le substrat, et à l'aide du moteur de C.C pour réaliser le déroulement continu du diaphragme.
Composants de tension : bonne cohérence de tension.
|
| 3 | Système de positionnement secondaire de Polonais | Le plat de poteau est placé dans la plate-forme de positionnement secondaire manuellement, et le plat de poteau est placé mécaniquement. |
| 5 | Système de manipulateur pour la récupération matérielle |
Poussez manuellement le manipulateur à gauche et à droite pour se déplacer le long du chemin en forme de z de diaphragme, utilisant la limite mécanique pour assurer l'exactitude de positionnement répétée ;
Le manipulateur adopte un surgeon de vide en prenant le plat, qui s'assure que le poteau n'est pas endommagé en cours de prendre et mettre le poteau ; |
| 6 | Système en stratifié principal |
Poussez manuellement le manipulateur à gauche et à droite pour se déplacer le long du chemin en forme de z de diaphragme, utilisant la limite mécanique pour assurer l'exactitude de positionnement répétée ;
Le manipulateur adopte un surgeon de vide en prenant le plat, qui s'assure que le poteau n'est pas endommagé en cours de prendre et mettre le poteau ; |
| 7 | Système de coupe de diaphragme | Après la stratification est accomplie, le diaphragme est découpé manuellement. |
| 8 | Système de contrôle | Y compris le PLC, le logiciel système, commandent le fonctionnement global de l'équipement ; |
11,5 composantes principales
| NO.1 | Le nom indique | marque |
| 1 | Valve de cylindre et de batterie | SMC/AirTAC |
| 2 | PLC | OMRON |
2. Besoins en matériaux applicables d'équipement
portée 2,1 des matériaux applicables
|
Caisse de mesure de machine projet |
DSP-SS-C | ||
|
matériel
caractéristiques |
Morceau de Polonais | Longueur/tolérance positives (millimètres) | 100~200/0.2 (à l'exclusion des oreilles polaires) |
| Largeur/tolérance positives (millimètres) | 70~130/0.2 | ||
| Longueur/tolérance négatives (millimètres) | 100~200/0.2 (à l'exclusion des oreilles polaires) | ||
| Largeur/tolérance négatives (millimètres) | 70~130/0.2 | ||
| Épaisseur du poteau positif (millimètres) | 0.10-0.28 | ||
| Épaisseur de l'anode (millimètres) | 0.10-0.28 | ||
| Le diaphragme | Largeur (millimètres) | 80-205 | |
| Épaisseur (m) | 20-45 | ||
| Diamètre extérieur maximum (millimètres) | φ250 | ||
| Diamètre intérieur du tube de papier (millimètres) | 3" | ||
2,2 besoins en matériaux entrants
3. Spécifications produit de fabrication d'équipement
3,1 spécifications produit qui peuvent être fabriquées
| projet | Gamme (millimètres) | |
| L'épaisseur de H | 7~30 | |
| La largeur de W | 70~130 | |
| Longueur L (à l'exclusion des oreilles polaires) | 100~200 |
Note : en stratifiant des plats de différentes caractéristiques, il est nécessaire d'ajuster la position d'autres parties telles que l'embase mobile et plat de positionnement de la boîte de réapprovisionnement en combustible.
Les articles principaux de changement sont comme suit (pour la référence)
| Classe de grandeur de changement | Matériel principal pour le changement | Temps de HuanXing |
| Ajustement de taille : 0 | 10mm | Mécanisme de positionnement secondaire : positionnement secondaire de l'embase | Dans un délai de 0,5 heures |
| Ajustement de taille : 10 | 50mm | Mécanisme de positionnement secondaire : mécanisme de positionnement secondaire de manipulateur de plancher : mécanisme de stratification de table de manipulateur de plat interne de surgeon : embase | Dans un délai de 1 heure |
| Ajustement de taille au-dessus de 50mm |
Mécanisme de positionnement secondaire : embase de positionnement secondaire, plaçant la cloison
Mécanisme de manipulateur : mécanisme de stratification de table de manipulateur de plat interne de surgeon : embase, plaque de maintien |
D'ici 1,5 heures |
4. Paramètres d'équipement
4,1 paramètres d'optimisation du traitement principaux
|
Caractéristiques de machine projet |
DSP-SS-C | |
|
|
Empilant la vitesse (tranche de s) | 3.0-4.0s (lié à la compétence d'opération) |
| Exactitude de l'alignement entre le poteau et le diaphragme | Déviation centrale moins de 0.5mm (longitudinal) | |
| Diaphragme à l'exactitude d'alignement de diaphragme | La déviation d'alignement du visage d'extrémité est moins de 0.5mm | |
| Exactitude simple d'alignement de puce | ±0.2mm | |
| Exactitude globale d'alignement de poteau | ±0.5mm | |
| Temps de travail de l'installation ancienne de puce (h) | 0,5 | |
| Nombre de stratifier | Peut être placé | |
| Taux de passage de produit | ≥98% | |
| Taux de mouvement de dispositif | ≥95% | |
4,2 autres paramètres
| NO.1 | projet | Se rapporte à la norme | Pour la note |
| 1 | Couleur d'aspect d'équipement | Cendre chaude 1C de norme internationale | Ou comme spécifique par le client |
| 2 | interface | Chinois | |
| 3 | Bruit d'équipement | 80dB (excepté des raisons matérielles, telles que la bande épluchant le bruit) | Mesure 1m à partir du dispositif |
| 4 |
Plaque signalétique d'équipement
|
Inclusion du nom d'équipement, du modèle, de l'alimentation d'énergie, du nombre d'usine, etc. | |
| 5 | Normes de sécurité | Référence 5226,1 gigaoctets | Exigences de sécurité mécaniques/électriques et protectrices |
5. Environnement d'utilisation d'équipement
6. Liste de la livraison d'équipement
6,1 articles aléatoires
| NO.1 | Le nom indique | quantité | Soumettez le temps | Pour la note |
| 1 | Outils spéciaux d'élimination des imperfections et d'entretien | 1 réglé/ensembles | Quand la livraison | Clé intérieure d'hexagone |
| 2 |
Consignes d'utilisation, incluant :
1. Instructions d'opération d'équipement ;
1. 2. réparation de matériel et entretien ; |
1 ensemble de | Quand la livraison | |
| 3 | Bordereau d'expédition et certificat de qualification de produit | 1 réglé/ensembles | Quand la livraison | |
| 4 | Dessin de port de pdf de pièces | 1 ensemble de | Quand la livraison |
liste 6,2 de pièces de port
La partie a peut l'acheter séparément s'il y a lieu.
| NO.1 | Le nom indique | Mesure, | À bit unique | quantité | Pour la note |
| 1 | Mandrin de vide | / | PCS | 20 | Pièces de usinage |
acceptation de l'équipement 7
modèle de produit de 7,1 acceptations : un produit en article 3,3 sera employé comme modèle d'acceptation.
procédé de 7,2 acceptations
L'acceptation est divisée en deux étapes : pré-acceptation et acceptation définitive.
Des matériaux d'acceptation seront fournis par la partie A.
Les matériaux et la quantité exigés pour la pré-acceptation sont comme suit :
| NO.1 | Le nom du matériel | quantité | Pour la note |
| 1 | Plat positif | 100 morceaux | |
| 2 | Le morceau de cathode | 片 100 | |
| 3 | Le diaphragme | Volume 1 | La quantité est assortie avec le morceau de poteau |
| NO.1 | Le nom du matériel | quantité | Pour la note |
| 1 | Plat positif | 200 morceaux | |
| 2 | Le morceau de cathode | 200 | morceaux |
| 3 | Le diaphragme | Volume 1 | La quantité est assortie avec le morceau de poteau |
pré-acceptation 7.2.1
la Pré-acceptation sera conduite à l'usine de la partie b.
Les articles d'acceptation incluent :
Fonctions d'équipement ;
Aspect d'équipement ;
Représentation d'équipement : moins de 80% de la cible spécifique ;
À la fin du contrôle d'acceptation, les représentants de la partie a et de la partie b signeront conjointement le rapport de pré-acceptation comme base pour l'expédition d'équipement.
Si la partie a ne conduit pas le contrôle d'acceptation à l'usine de la partie b, la partie b soumettra le rapport de pré-acceptation pour faire la fête a pour la signature et la confirmation.
acceptation 7.2.2 définitive
L'acceptation définitive sera conduite à l'usine de la partie a.
La partie a publiera une confirmation écrite d'installation et de la commission d'équipement de faire la fête b dans un délai de 3 jours ouvrables après l'achèvement de l'installation et de la commission d'équipement. Si l'équipement ne peut pas être installé et corrigé d'ici 7 jours après la livraison devant faire la fête a, l'installation et l'élimination des imperfections seront considérées pour avoir été accomplies.
La partie a organisera le contrôle d'acceptation final d'ici 3 jours après l'achèvement de l'installation et l'élimination des imperfections de l'équipement et après qu'elle réponde aux exigences convenues dans l'accord technique.
Les critères d'acceptation sont conformes à l'article 4.
S'il y a les articles sans réserve, la partie b fera la rectification. Après que la rectification soit accomplie, les articles sans réserve seront vérifiés et acceptés encore.
La partie a délivrera un certificat écrit d'acceptation de produit pour faire la fête b dans un délai de 3 jours ouvrables après l'inspection finale de l'équipement. Si l'acceptation définitive ne peut pas être effectuée 15 jours après l'achèvement de l'installation et de la correction d'équipement dues aux raisons de la partie a ou la production cumulée de 100 produits (une des deux conditions se réunit), et la partie a ne soulève pas des questions écrites, l'acceptation définitive sera considérée pour être qualifiée.
L'équipement sera corrigé selon le modèle d'acceptation spécifique dans cet accord. Si la partie a a besoin de partie b pour coopérer avec le type élimination des imperfections de changement, elle sera mise en application après l'acceptation définitive de l'équipement.
service après-vente 8
De la date de l'arrivée de l'équipement pour faire la fête a, la partie b sera responsable de la garantie libre et opportune pour le non-défaut d'ici un an (la partie b répondra d'ici 12 heures après réception de la garantie). En cas de plus d'un an, la partie b aide opportune dans l'entretien après-vente et la partie a payera les matériaux et les coûts de maintenance appropriés.
9. Droits et obligations des deux parties
| NO.1 | projet | responsabilité | Note ("xx « signifie la partie entreprenante) | |
| Partie a | Partie b | |||
| 1 | Construction de base | ○ | Instrument comme nécessaire | |
| 2 | La partie b corrige des matériaux sur le site | ○ |
Fourni dès réception de l'avis de la partie b
|
|
| 3 | transport | ○ | ||
| 4 | La manipulation de déchargement | ○ | Placez la position d'installation et fixez-la | |
| 5 | États de soutien d'équipement | ○ | ||
| 6 | Construction de tuyauterie d'air | ○ | La pression est exigée d'être stable, et la source d'air répond aux exigences appropriées de paramètre | |
| 7 | Construction électrique | ○ | Le commutateur électrique indépendant est exigé, et le régulateur de puissance est ajouté si nécessaire | |
| 8 |
Un câblage
Air plus de |
○ | L'interface indépendante de source de commutateur d'air et d'air sont exigées | |
| 9 |
Le câblage secondaire
Câblage autre que ce qui précède
Préparation de câble |
○ | Le câblage rectifié de conduit est utilisé entre les machines | |
| 10 |
Installation et élimination des imperfections
Puissance, air comprimé, matériaux de tuner |
○ | ○ |
La partie a s'chargera des opérateurs appropriés, du personnel d'entretien et du personnel technique pour coopérer avec la partie a
|
| 11 |
formation
train 11,1 le personnel indiqué par la partie a pour actionner l'équipement correctement et l'affaire avec des échecs communs de l'équipement ;
11,2 le contenu s'exerçant inclut la connaissance d'entretien du système de contrôle entier et du système mécanique et fournit les équipements pour la formation ;
11,3 la partie a soutiendra toutes les pertes provoquées par le fonctionnement de l'équipement par le personnel non qualifié et non approuvé par la partie B. |
○ | ○ | La partie a indiquera le personnel qui sont fixés et ne peuvent pas être remplacés à volonté ; La partie b fournira deux possibilités de formation et charges libres pour la troisième fois : frais de voyage. |
| 12 |
Clause de confidentialité
12,1 partie auront l'obligation de maintenir confidentiel tous les données et documents techniques fournis par l'autre partie, et ne les transmettront pas ou ne révéleront pas à n'importe quel tiers de quelque façon sans autorisation de l'autre partie ;
12,2 la partie a s'engage à ne pas copier un tel équipement par lui-même ou n'importe quel autre tiers, autrement, elle soutiendra toutes les pertes causées à la partie B. |
○ | ○ | |
| 13 |
Mise à jour de produit :
Le dû pour faire la fête le développement technique du b, évolution d'équipement et amélioration de représentation, la partie b sera responsable de l'évolution à la demande de la partie a, et la partie b chargera seulement le coût de transformation ;
|
○ | ○ | |













