
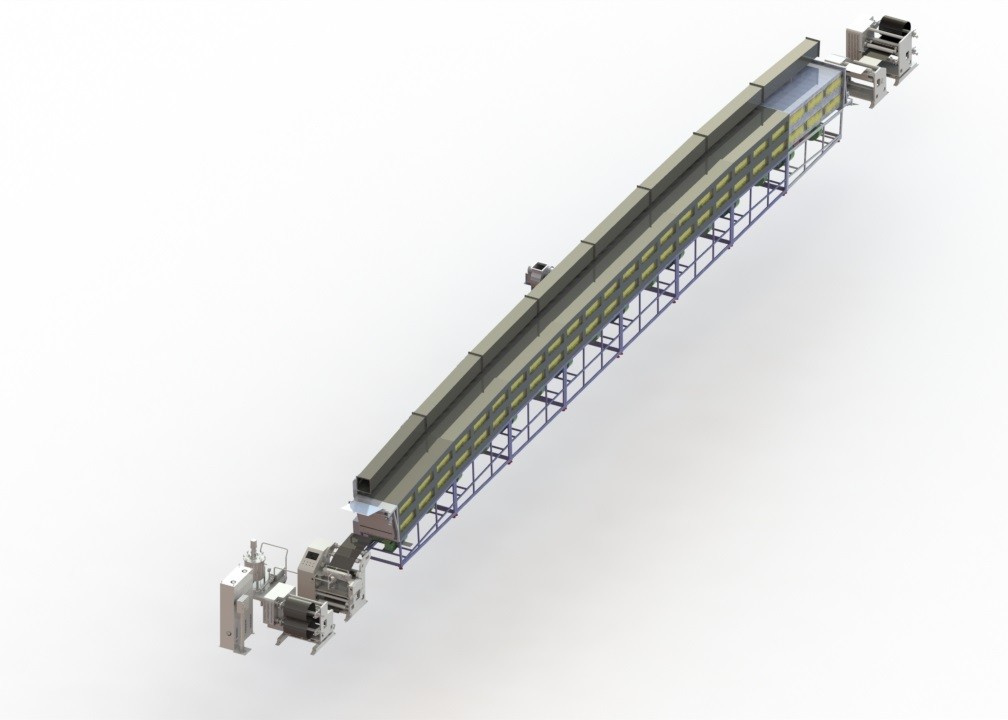
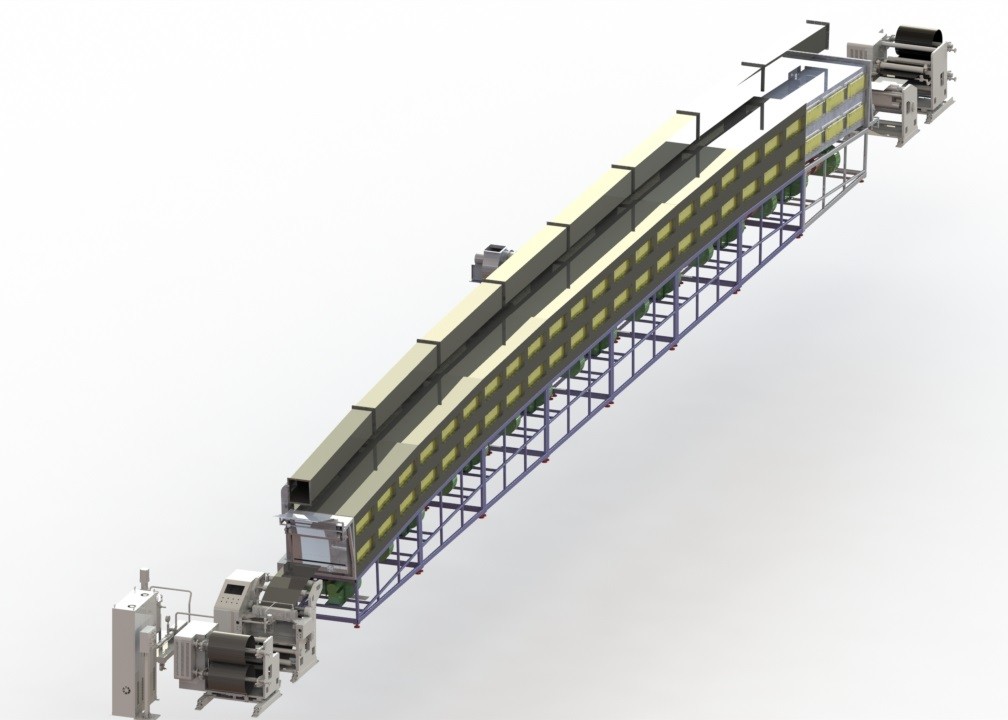



Machine de revêtement automatique d'extrusion pour la chaîne de production de batterie de phosphate de fer de lithium
(i) caractéristiques d'équipement :
1. épaisseur de substrat : papier d'aluminium : 0,012 | aluminium d'en cuivre de 0.030mm : 0,010 | 0.030mm.
2, largeur de substrat : papier d'aluminium : 400 | aluminium d'en cuivre de 700mm : 400 | 700mm.
3, l'épaisseur de revêtement humide maximum : 100 | 500 m (sous la viscosité de boue permise).
4. largeur maximum du revêtement : 680mm.
5. vitesse en mouvement de ceinture mécanique : max15m/mn.
6. longueur totale de machine : environ 25m.
(ii) représentation d'équipement :
1. méthode de revêtement :
revêtement 1,1 intermittent :
premier revêtement automatique latéral de section de la longueur 1.1.1 fixe.
revêtement recouvert d'abord latéral automatique de suivi du verso 1.1.2.
revêtement 1,2 continu : revêtement intermittent zéro.
2. La longueur de discontinuité la plus courte (sans blanc de revêtement) : 12mm.
Longueur de revêtement minimum : 20mm.
Revêtement minimum + intervalle : 50mm.
3. exactitude de revêtement (voyez attaché en dessinant A/B) :
erreur de la précision 3,1 d'épaisseur sèche : côté simple 2 m ; Les deux côtés 4 m (le chef/queue et les côtés exclus, voient l'image ci-jointe).
erreur d'alignement 3,2 du revêtement avant et arrière : 0.5mm.
erreur de longueur 3,3 moyenne : 0.5mm.
erreur moyenne de la largeur 3,4 : 1.0mm.
4. diamètre intérieur de noyau de enroulement : 3" adopte l'axe de gonflement d'air.
5, contrôle de tension : système en circuit fermé de commande de tension, réglable continu.
6. exactitude de rectifier le contrôleur : 0.2mm.
7. L'opérateur actionnera le mécanisme de revêtement à partir de l'avant.
8. ajoutez un dispositif de agitation linéaire au réservoir d'alimentation, et la vitesse de agitation peut être ajustée selon la viscosité de boue.
9. séchage de la forme :
séchage de l'air 9,1 chaud : chauffage électrique 9KW 2 2+18KW 4=108KW.
9,2 le chauffage supérieur et inférieur des premières et deuxièmes sections de l'étuve sont indépendamment commandés, et les sections supérieures et inférieures des troisième et sixièmes sections de l'étuve sont séparément chauffées, et les sections supérieures et inférieures sont séparément aérées.
alimentation en air 9,3 : m3/1000 h * m3/2 * 2 + 1500 h = 10000 x 4 m3/h (le volume de l'air de chaque section est indépendamment réglable).
9,4 volumes de l'air d'échappement : 6000m3/h, ajustement plus humide manuel.
9,5 la première étuve est équipés du rouleau d'entraînement, de la distribution d'arc et de la commande servo ; L'entrée d'air supérieure et inférieure des premières et deuxièmes sections sont respectivement commandées par une fan indépendante de conversion de fréquence ; Le tiers | six sections dans le comportement élégant avec l'ajustement manuel d'amortisseur.
10. longueur de four : 3m/segment 6 =18m.
Matériel de four : à l'intérieur et à l'extérieur de sont faits d'acier inoxydable.
12, la température de four : température ambiante 140 au ℃, chaque précision indépendamment réglable de contrôle de température (+/- 1 ℃.
13. Fonction de compte : puce simple comptant le mode.
14. See a attaché la figure C pour la sélection de direction d'équipement.
Note : les index ci-dessus devraient fonctionner meilleur quand l'état de boue (viscosité, granularité, uniformité, etc.) assortit l'arrangement de chaque paramètre de l'équipement.
(iii) écoulement de processus :
La matière première d'électrode placée sur le dispositif de enroulement entre dans le système de tension après correction automatique de déviation, et puis écrit la tête de enroulement après ajustement de la tension de enroulement. L'électrode est enduite selon la procédure fixe du système de enroulement. Après le revêtement de la feuille humide dans le four par le séchage d'air chaud. Après séchage de l'ajustement de système de tension de plat, et commandez la vitesse d'enroulement, de sorte que lui et synchronisation de revêtement de vitesse. Le plat de poteau est automatiquement corrigé par le système de correction de déviation pour le maintenir dans la position réglée, et le dispositif de rebobinage est utilisé pour le rebobinage.
(iv) aperçu d'équipement
Quantité de nom d'établissement
Après roulement du mécanisme .................................... (1)
Le revêtement .............................. (1)
Le système de séchage est bon ...... (1)
De la collection d'établissements .......................................... (1)
… (1)
• le système de contrôle .................................... (1)
1. mécanisme de déroulement (avec le dispositif de rectification automatique) :
(1) mode : type fixe uniaxial.
(2) (diamètre : 450 millimètres Φ maximum.
(3) poids de enroulement : max300kg.
(4) noyau de bobine : diamètre intérieur 3" (la bobine est fournie par l'utilisateur).
(5) fixage de tambour : axe de gonflement d'air.
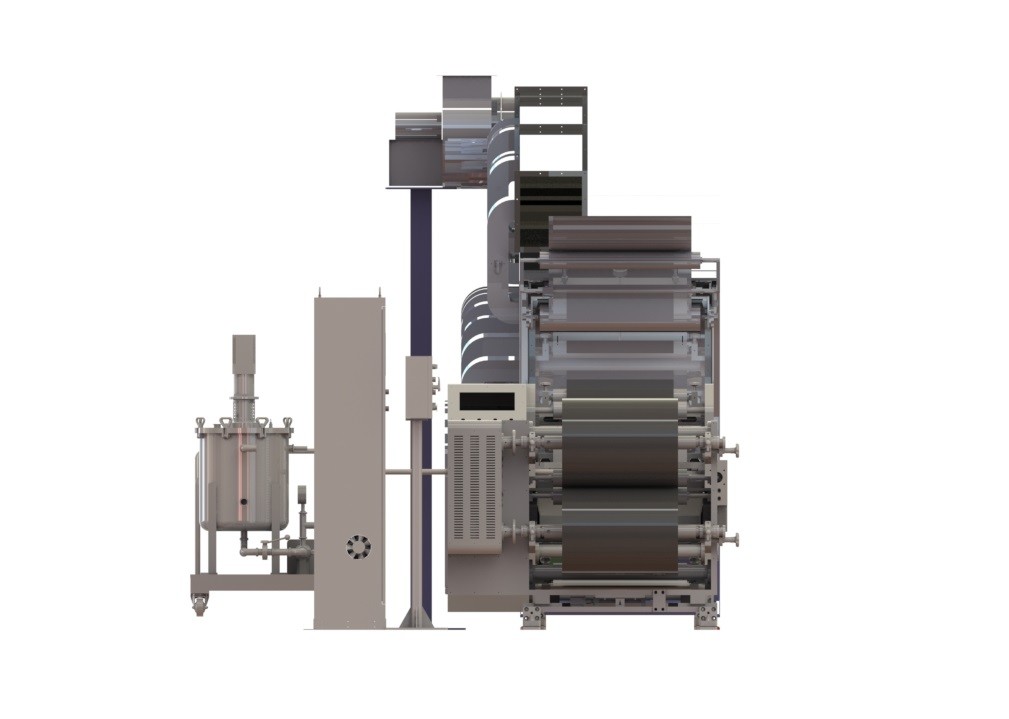
2. mécanisme de revêtement :
Ce mécanisme se compose de cuvette d'alimentation, de rouleau de revêtement, de rouleau de grattoir, de rouleau arrière, de moteur d'entraînement, de réducteur, de capteur de fibre optique, d'incidence de précision et de composants pneumatiques performants. Parmi eux, le moteur servo, le réducteur et le contrôle pneumatique sont les produits importés, et les incidences sur le rouleau de revêtement et le rouleau arrière sont les incidences importées de précision. Interface homme-machine, PLC et d'autres composants du système de contrôle de revêtement intermittent, selon le programme de revêtement de conception de taille de processus d'utilisateur.
Le mode de revêtement a deux modes fonctionnants du revêtement continu et du revêtement intermittent. La longueur et l'espacement du premier côté et de l'arrière peuvent être placés respectivement. Les paramètres peuvent être ajustés sans interruption selon les spécifications de la batterie, l'exactitude 0.01mm de résolution (d'impulsion simple). Revêtement arrière par le capteur optique de fibre dépistant le premier positionnement automatique, selon les paramètres réglés de retour revêtement. Le rouleau de revêtement et les indicateurs de vitesse arrières de rouleau peuvent être placés sur l'écran tactile et l'affichage. L'ajustement d'épaisseur de revêtement peut être réalisé en ajustant le dégagement de lame ou en changeant le rouleau de revêtement et le rapport arrière de vitesse de rouleau.
(1) le petit pain d'applicateur et son mécanisme de transmission : le petit pain d'applicateur Ф 160 millimètres dans la rigidité de rouleau de diamètre et de haute précision, les deux extrémités par installé dans le groupe à haute précision indépendant d'incidences dans le support de roulement, petit pain d'applicateur composé de moteur servo et commande de vitesse d'entraînement de réducteur de précision.
(2) petit pain de pincement de référence et petit pain de secours et sa transmission et dans un mécanisme : petit pain de pincement de référence Ф 160 millimètres dans la rigidité de rouleau de diamètre et de haute précision, maintenant le rouleau pour le rouleau en caoutchouc. Le petit pain arrière pour Ф diamètre de 160 millimètres, rouleau en caoutchouc spécial finit par installé dans l'indépendant les incidences à haute précision à l'intérieur du siège de rapport, le petit pain de pincement de référence et le petit pain de secours se compose d'un ensemble de moteur servo et de commande précise de vitesse d'entraînement de décélération.
Le siège de rapport de la pièce ci-dessus de backroll est installé sur le rail de guide qui peut avancer et retraiter. Le mécanisme à l'avance et de retraite se compose de deux parts :
(a) le mécanisme pneumatique à l'avance et de retraite composé d'environ deux ensembles de cylindres indépendants peut réaliser l'avance de rouleau et la retraite arrières en cours de perforation et nettoyage de chef de revêtement.
(b) les ensembles gauches et droits sont conduits par le mécanisme précis à l'avance et de retraite composé de moteur servo, etc., pour réaliser l'avance et la retraite et le positionnement précis du rouleau arrière pendant le revêtement intermittent. Pendant l'opération de revêtement discontinue, la course à l'avance et de retraite, la vitesse, la longueur de la section de revêtement, la longueur discontinue et d'autres paramètres sont placés par l'écran tactile avant le revêtement, et l'avance et la retraite du rouleau arrière sont commandées par les paramètres réglés pour le revêtement discontinu. La course à l'avance et de retraite du rouleau arrière est placée par l'écran tactile avant le revêtement.
(3) l'espace de petit pain de rouleau et d'applicateur de grattoir ajustant le mécanisme : le rouleau de grattoir est la lame Ф de virgule 160 millimètres de diamètre, est soutenu par le support de grattoir de les deux extrémités, bloc de grattoir installé sur le rail de guide peut se soulever en haut et en bas. Le grattoir a un cylindre de rotation qui peut tourner le racleur, et la lame est placée par le mécanisme de positionnement. Le dégagement entre le rouleau de grattoir et le rouleau de revêtement est commandé par le moteur servo.
![]()
3. Système de séchage :
Le système de séchage se compose de la fan, réchauffeur d'air, incubateur, porte d'inspection, pot d'échappement et ainsi de suite. La boîte d'isolation peut être divisée en sections pour commander la température. Les pièces intérieures et externes de la boîte sont faites de plaque d'acier inoxydable. Les conduits d'air d'admission et de débouché sont équipés du volume de l'air ajustant l'amortisseur, qui peut ajuster le volume de l'air d'admission et de débouché selon les besoins. Après que la feuille enduite de humide-poteau entre dans l'étuve, l'alimentation en air supérieure et inférieure séchant la méthode est adoptée dans le four pour le séchage très efficace. L'air sec est envoyé par la fan par le système pneumatique chaud pour chauffer et puis envoyé dans le four, et le trou d'air souffle même au revêtement humide. La conception du séchage et du système de ventilation s'assure que le processus de séchage est actionné sous la pression négative, assurant la santé et sécurité des opérateurs.
4. mécanisme de réceptrice :
Le dispositif se compose d'un mécanisme de rectification au débouché de four, d'un mécanisme de flottement de tension de rouleau, d'un dispositif d'entraînement de réceptrice et d'un système de capteur de tension de réceptrice. Le plat dans le revêtement (revêtement intermittent) et le procédé de séchage pour maintenir la tension constante, et commandent la vitesse d'enroulement et la vitesse de revêtement dans la synchronisation.
![]()
![]()
![]()
5. Mécanisme d'enroulement :
(1) mode : enroulement de simple-axe.
(2) quand l'aluminium est cassé lors du fonctionnement, la matière première a dû relier l'aluminium peut être manuellement retirée de l'axe de rebobinage.
(3) diamètre de enroulement : 450 millimètres Φ maximum.
(4) poids de enroulement : 300kg maximal.
(5) bobines : diamètre intérieur 3" (bobines fournies par l'utilisateur).
(6) fixage de tambour : mode d'axe d'expansion d'air.
6. système de contrôle automatique pour enduire le séchage :
système de contrôle 6,1 de revêtement :
Ce système se compose de PLC original importé, moteur servo, amplificateur servo, écran tactile de couleur de 10,4 pouces, capteur de fibre optique, vanne électromagnétique pneumatique et ainsi de suite. écran tactile de 10,4 pouces comme interface homme-machine, écran amical, affichage intuitif, facile à utiliser.
Pendant le processus de revêtement de l'équipement, la vitesse linéaire du rouleau de revêtement et le nombre de plats de revêtement sont automatiquement affichés sur l'écran tactile, et l'ensemble de paramètres peut être réglé avec précision à tout moment selon les conditions du processus de fabrication.
Quand la panne d'équipement, l'écran tactile montrera l'écran correspondant de correction, de sorte que l'opérateur d'un coup d'oeil, afin de faciliter l'équipement de dépannage.
les 6,2 températures et contrôle :
Le système se compose de régulateur de la température, thermocouple, relais et ainsi de suite. La température interne de chaque étuve est mesurée et automatiquement commandée.
(v) méthodes d'acceptation :
1. L'acheteur préparera son propre essai et le fournisseur conduira le contrôle d'acceptation préliminaire selon les normes d'usine de l'équipement du fournisseur.
2. choisissez plusieurs caractéristiques représentatives de batterie pour l'acceptation du revêtement et de la longueur d'intervalle plaçant des données.
(6), l'acheteur devrait apporter le long leur propre alimentation d'énergie : 3 Ф 380 v, 50 hertz 140 kilowatts.
Source d'air : 0,5 | 0.7mpa.
(vii) couleur d'aspect : la couleur sera conforme au niveau du fournisseur ou du label de couleur fourni par le demandeur.
(viii) liste de pièces de rechange : un rouleau de revêtement, rouleau de grattoir et rouleau arrière













