
Soudeuse à nervures de tache de rendement élevé, chaîne de production de batterie de voiture
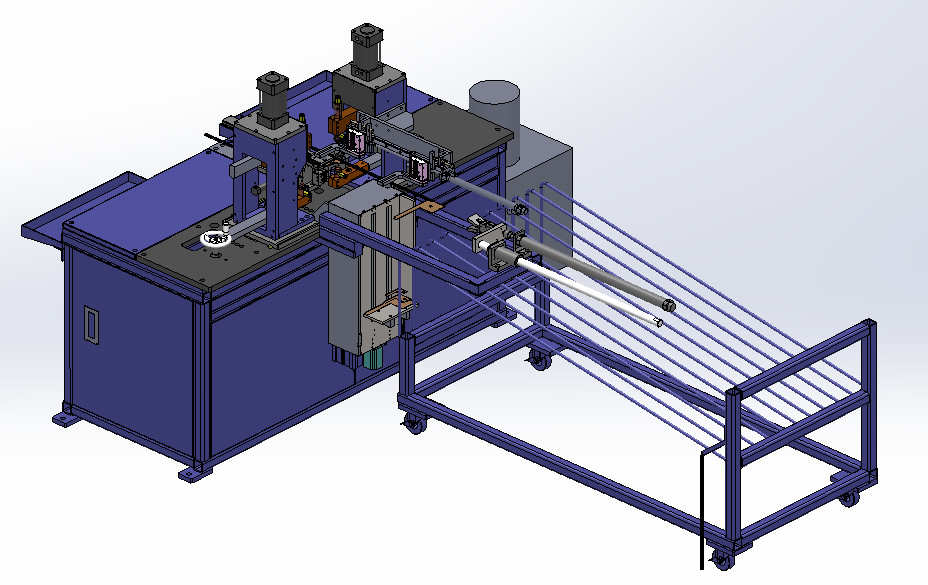
1.1. La machine convient à souder le crochet en acier de poteau de talon. C'est principalement visé le travail de soudure du plat se reliant d'oreille de barre et de poteau de batterie. Le manipulateur de alimentation attrape le plat se reliant à l'endroit de soudure, place manuellement la barre dans le montage de positionnement, la tête de soudage par résistance se déplace pour le souder ensemble, et le manipulateur saisit le cadre de renfort soudé et coupe automatiquement le matériel. La machine a des performances stables, le rendement élevé et l'ajustement commode en changeant le modèle.
1.2. Procédé de travail : les plats figés par manipulateur de alimentation automatiques ont même attrapé l'endroit de soudage par points à artificiel seront renforcés dans le montage de positionnement, coupent un cylindre de fixage apporteront le fixage de montage et le cylindre élévateur et la chute - baisse de tête de soudure sera renforcé et la plaque d'acier soudant pour accomplir - cylindre en bas même du plat renforcé plaçant le point - le manipulateur au cadre de serrage en acier soudé l'a mis dans l'orbite.
1.3. Modèle et spécifications de produit : (unité : millimètre) m)
| Modèle de produit | Longueur de renfort | Ficelage des spécifications de plat |
| 80-420 | 71*121.5*0.8*100-320 | |
| 71*115.5*0.8*100-320 | ||
| 71*138.5*0.8*130-420 | ||
| 71*148.5*0.8*130-420 | ||
| 51*82*0.8*80-200 | ||
| 35*67.5*0.8*80-200 |
1.4. En remplaçant le modèle, changez juste le montage, et ajustez la machine de soudure sur la position avec la vis de main à l'ajustement facile.
1.5. Les matériaux faciles à prendre, le cadre soudé glisseront hors du cadre par la voie.
l'opération 1,6 manuelle adopte la position d'assise, la taille de l'établi est 700mm, pour réduire l'intensité de travail des opérateurs.
1.7. La machine adopte la méthode de alimentation automatique pour alimenter le plat de câble.
1.8. Le cadre soudé sera maintenu par le manipulateur et placé sur le chariot de alimentation.
1.9. Schéma d'ensemble d'équipement
2. Spécifications de soudeuse de tache de cadre
2.1. Tableau des pièces principales d'équipement à nervures de soudeuse de tache
| Le numéro de série | Composition en système | La configuration de système | Le nombre de |
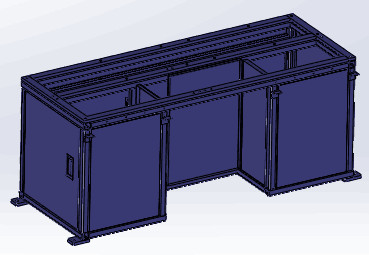
| 1 | Système de support | Ossature soudée | 1 |
| Les partie supérieure du comptoir A3 passent au bichromate de potasse plaqué | 1 | ||
| 2 | Système de montage | Approprié au gabarit à nervures | 3 |
| Cylindre de SMC - | 1 | ||
| 3 | Système de alimentation se reliant de plat | Mécanisme d'alimentation d'oreille de Polonais | 1 |
| Cylindre de SMC - | 1 | ||
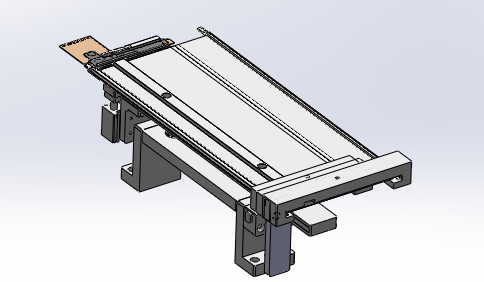
| 4 | système de alimentation de Faire un pas-plat | Structure d'alimentation d'étape | 1 |
| Cylindre de SMC - | 1 | ||
| Rail de guide linéaire - électrodéposition argentée | 1 | ||
| 5 |
Manipulateur de alimentation se reliant de conseil
|
Structure de alimentation de manipulateur | 1 |
| Cylindre de SMC - | 3 | ||
| Rail de guide linéaire - électrodéposition argentée | 3 | ||
| 6 | Système de soudage par points | Structure de soudage par points | 2 |
| Machine de soudage par points | 2 | ||
| Cylindre de SMC - | 4 | ||
| 7 | Masquer le manipulateur | Masquer la structure de manipulateur | 1 |
| Cylindre de SMC - | 2 | ||
| Rail de guide linéaire - électrodéposition argentée | 2 | ||
| 8 | Chargement de la voiture | Voiture soudée de cadre | 1 |
| 9 | Circuit de refroidissement de refroidissement | Le réservoir d'eau de refroidissement | 1 |
| 10 | Système de contrôle | PLC, omron | 1 |
|
Caractéristiques de machine projet |
ZBCE02A-00 | |
| Paramètres techniques | Vitesse d'alimentation | 720 PCS/hour |
| Système d'air comprimé | Source d'air fournie par la partie a | |
| Circuit de refroidissement de refroidissement | Eau du robinet fournie par la partie a | |
| Puissance totale (kilowatts) | 30 | |
| Puissance de fonctionnement normale (kilowatts) | 27 | |
2.3.1. Système de support : fait de la soudure de passage de la place 40*40*3, la peinture de cuisson extérieure, la couleur principale de l'aspect d'équipement est 8 PB07 couleur bleue de la lumière gsb05-1426-2001 (fer). Le substrat est plaqué avec la plaque d'acier de 25mm, et les boîtes matérielles des deux côtés sont utilisées pour le renforcement. L'aspect global est beau et la structure est stable.
système de 2.3.2 montages : adoptez le cylindre plaçant et maintenant, et placez un aimant sous le plat se reliant au fond du plat se reliant. Mettez manuellement le plat de positionnement avec la nervure au milieu ainsi que le plat se reliant, alors presse le bouton pour commencer à souder. Après que la soudure soit accomplie, le plat se reliant plaçant le plat est conduit par le cylindre à la rétraction.
2.3.3. Système de soudure : il est employé pour souder le plat se reliant et les nervures ensemble. Un côté est fixé et l'autre côté est réglable avec la vis sans fin.
manipulateur 2.3.4 de alimentation : le manipulateur enlèvera le cadre de nervure après soudure, enlève le cadre de nervure du montage par le cylindre de fixage, et puis le place sur le camion de chargement.
2.3.5. Chariot matériel : fait de la soudure de la place 40*40*3, peinture extérieure, roulettes avec le frein.
2.3.6. Système de alimentation se reliant de plat : le crochet de poteau est mis dans le système de alimentation se reliant de plat manuellement, et 780 morceaux peuvent être mis dedans chaque fois. La plaque de maintien de crochet de poteau est conduite par le moteur pour déplacer la taille du plat se reliant un par un.
2.3.7. Système de alimentation Ramping : le plat ramping sorti par ramping le système de alimentation de plat est envoyé au manipulateur ramping.
manipulateur de alimentation se reliant du plat 2.3.8 : le plat se reliant a livré en place par le système de alimentation de progression sera envoyé au montage de positionnement. Le plat se reliant sera sucé par l'électro-aimant et a alors tourné 90 degrés avec le cylindre de rotation.
2.3.9. Système de contrôle : installez indépendamment le tableau électrique à l'intérieur de la machine, qui est équipée du commutateur de fuite, l'alimentation d'énergie de stabilité de C.C et tous autres composants de circuit de puissance, PLC de contrôle, dispositif de contrôle de vanne électromagnétique, etc. Et connexion externe, utilisant les connecteurs et la table des terminaux. Le PLC adopte l'omron. Des câbles et les conduits d'air entre l'autre équipement sont câblés et sifflés ci-dessous. Le système de contrôle entier, commutateur, prise, traitement de la poussière d'utilisation de prise, pour empêcher le court-circuit électrique.
2.4. Médias d'énergie
Contre 2.4.1. L'alimentation d'énergie
2.4.1.1. Tension AC380V, monophasé, fréquence 50HZ ; La fluctuation de tension est moins de ±10%.
air 2.4.2
2.4.2.1. Pression 0,4 | 0.6mpa, air comprimé sec propre.
2.4.2.2. Le trafic 30 l/min.
l'eau de refroidissement 2.4.3
eau du robinet ordinaire de 2.4.3.1.
1. Nouvelle promesse d'équipement
Notre société garantit que les marchandises fournies aux clients sont équipement tout neuf, complet et inutilisé.
2. Engagement de confidentialité
Notre société promet que sans autorisation écrite d'aucune partie, de l'autre les dessins relatifs partie, l'information technique, des renseignements commerciaux et d'autres secrets de secret d'affaires et techniques ne doivent pas être coulés aux tiers de quelque façon.
3. Engagement de service après-vente
(1) pendant deux mois de la date de l'expédition de l'équipement, la partie B est responsable des défauts non-humains dans une garantie opportune et libre d'ici un an (quand l'équipement est défectueux, le personnel de service après-vente répondra d'ici 2 heures après réception de l'avis. Selon la situation, le personnel doit être en place d'ici 48 heures. Aucune plus tard que 60 heures, pour assurer la continuité de la production par l'acheteur ;
(2) après que l'équipement ait passé la période de garantie, s'il y a un problème, les deux parties communiquent et s'occupent avec lui. S'il y a lieu, le personnel après-vente sera envoyé pour le réparer, et seulement le coût sera imputé. Zh
(3) au cours de la période de garantie a stipulé dans le contrat et l'accord technique signé par les deux parties, la société fournira une garantie pour les problèmes de qualité qui ne sont pas provoqués par des dommages humains pendant l'utilisation normale de nos produits.













