
Équipement industriel chaud de batterie d'ion de Li de presse pour la batterie au lithium de phosphate de fer
aperçu de 2.1.1 fonctions
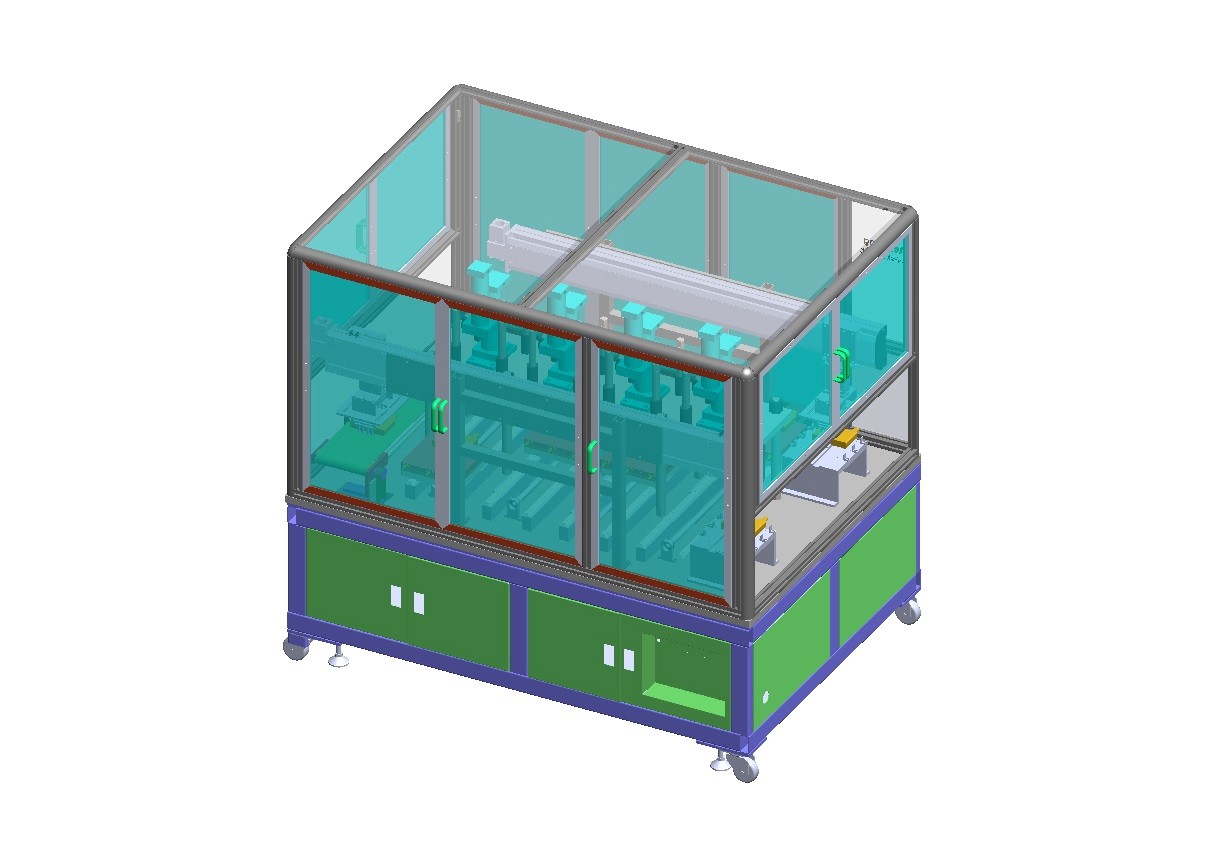
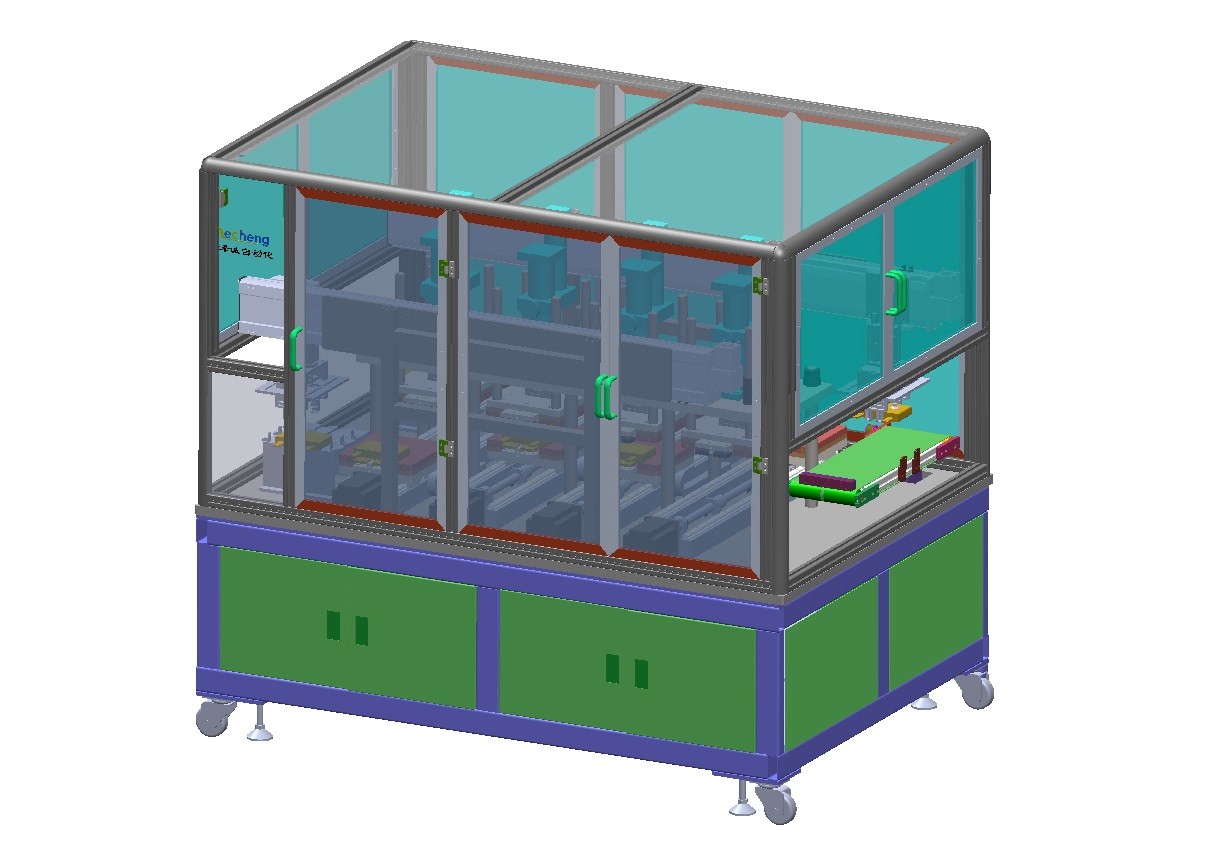
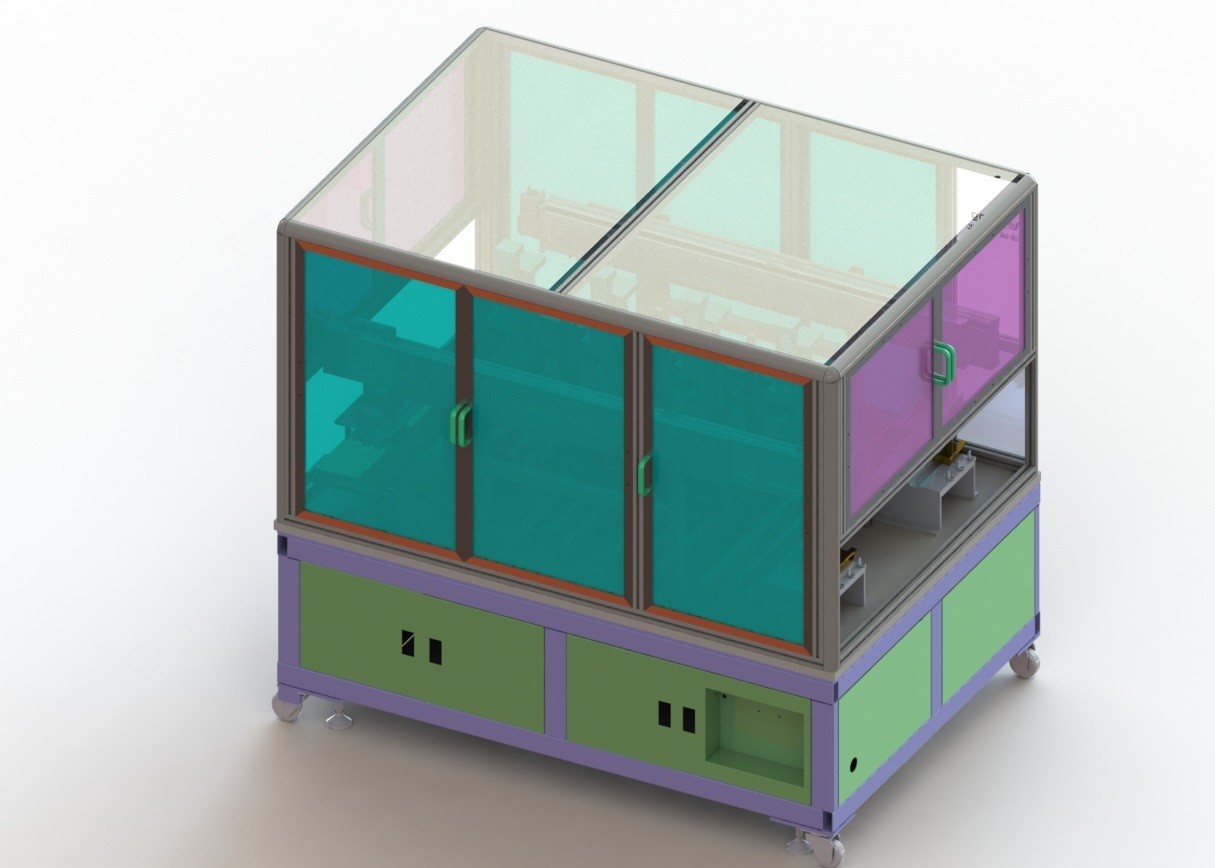
La presse à mouler chaude adopte le type de ligne droite de 4 stations, principalement comprenant l'alimentation mécanique de main et le déchargement, le pressing chaud automatique, l'essai de salut-pot et d'autres fonctions. Le senseur en place détecte le levage de la cellule de batterie après que le produit soit en place, et la cellule de stratification est manuellement saisie et mise dans la station chaude de pressing. Le pressing chaud dure selon le temps d'ensemble, et l'essai de salut-pot est effectué après que le pressing chaud soit de finition. Référez-vous au plan de disposition comme suit :
![]()
introduction 1,3 des fonctions principales
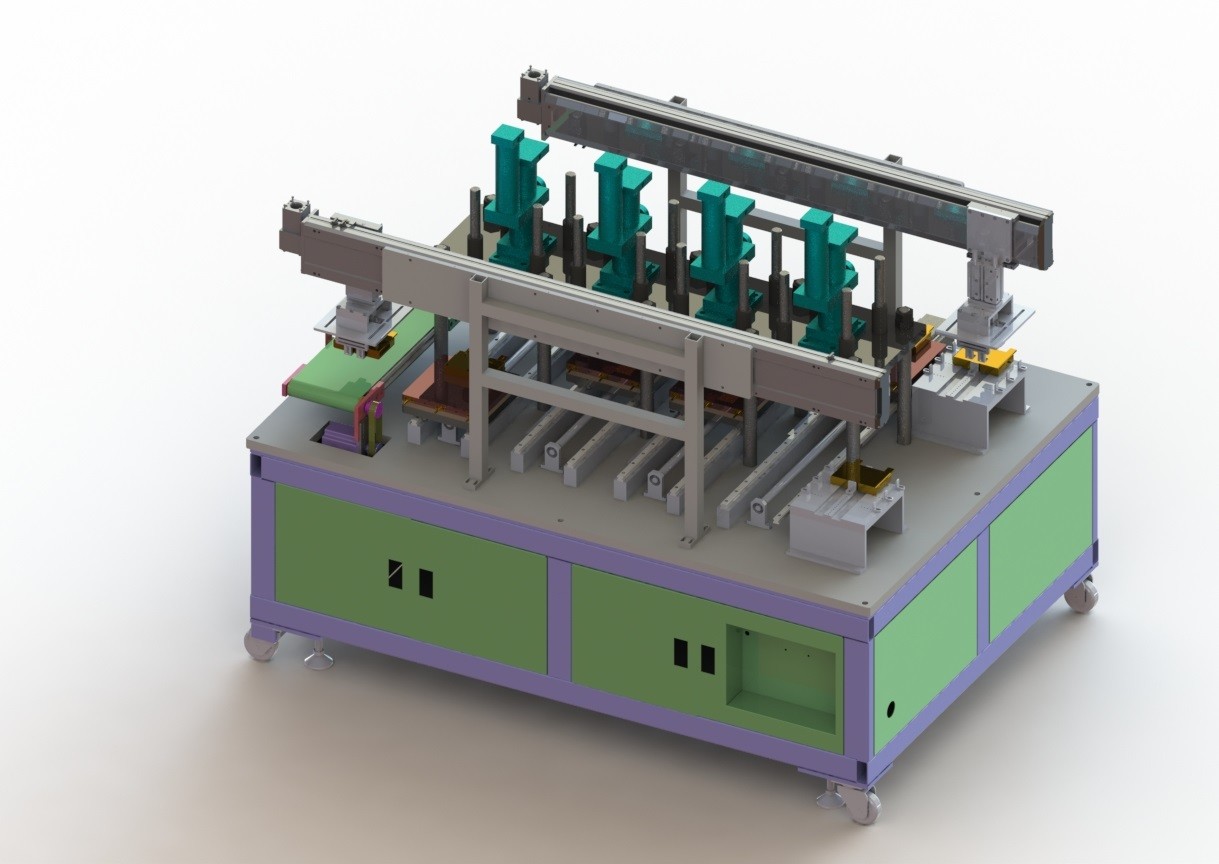
1) la ligne à une seule couche de logistique est employée pour l'alimentation : la machine de stratification met automatiquement une batterie simple dans un gabarit de logistique, et le manipulateur de transplantation de remplissage saisit la batterie et la met dans un mécanisme de pressing chaud ;
2) mécanisme de pressing chaud : chauffage de pression de cellules électriques ;
A) pressing chaud : pressing chaud sans palette ;
B) parallélisme entre les plaques de pression supérieures et inférieures : ≤±0.05mm ;
C) en cours de pressing chaud, il a la fonction de l'ajustement de la température. La température chaude de pressing peut être ajustée dans la marge de la température normale sur 130℃. La précision d'ajustement est 1℃, et l'erreur apparente de la température est ≤1℃.In le processus de fabrication continu, la température chaude de pression est commandée dans ±3℃ ;
D) quand le temps chaud de pressing est stepless et réglable de 0 à 60s, l'exactitude de temps est à moins de ±1% ;
E) temps de montée de la température de préchauffage : le moment où la température de surface de plaque de pression s'élève de la température ambiante à 130℃ est ≤30Min ;
F) la pression de cellules peut être ajustée dans la marge de 3000-5000kgf. Pendant le fonctionnement continu, la déviation de force de chaque cellule est à moins de ±0.5% ;
G) traitement de batterie d'anti-bâton pour la plaque de pression : le traitement de batterie d'anti-bâton est exigé pour la plaque de pression en contact avec la batterie nue. Pendant le processus chaud de pressing, il n'y a aucun dommage ou pli sur la surface de la batterie ;
3) essai de salut-pot : effectuez l'essai de salut-pot sous pression pendant le processus chaud de pressing.
A) examinez la tension 0 | 1000V réglable, 0 | 1000V réglable, exactitude 1V, gamme actuelle 0 | 10mA, exactitude actuelle 1mA, temps 0 | 999s de tension de fuite d'essai réglable ;
B) la valeur de valeur courante et de tension peut être alimentée de nouveau au système de PLC en même temps pour assurer l'exactitude du jugement de court-circuit. L'équipement a la fonction de discrimination du NG et de l'OK ;
C) après que l'essai de court-circuit, le manipulateur de décharge mette les produits non qualifiés dans le secteur de rebut pour le traitement manuel, et les produits qualifiés seront mis dans la prochaine ligne de logistique ;
1,4, liste de configurations de dispositif primaires
| NON. | Nom | Quantité | Unité | Remarques |
| 1 | Bâti et capot | 1 | ensemble | |
| 2 | Mécanisme de presse chaud supérieur | 4 | ensemble | |
| 3 | À travers le mécanisme de charge | 2 | ensemble | |
| 4 | Chaud enfoncez pour déplacer le composant | 4 | placez | |
| 5 | Ligne de convoyeur | 2 | ensemble | |
| 6 | Système de contrôle électrique | 1 | ensemble |
2.1.5 équipement parameters1 technique. Paramètres d'équipement de base
1) puissance totale : ≤50KW ;
2) alimentation d'énergie : AC380 V±10% 50HZ, système à cinq fils triphasé ;
3) air comprimé : ≥ 0.5mpa, écoulement ≥12m /h de pression ;
4) poids d'équipement : ≤ 2,0 tonnes. Charge au sol : 650kg/㎡ ;
5) taille globale : (longueur) 2000* (largeur) 1400* (taille) 2200 ; (pour la référence seulement, spécifique en nature) ;
6) couleur d'aspect : selon le conseil de couleur de la partie a ;
7) efficacité d'équipement : Efficacité d'opération automatique de 17h d'équipement, à l'exclusion d'autres facteurs) ;
8) le taux mobile du ≥ 99% d'équipement ;
9) ≥ 98% de rendement de produit ;
3. Système de contrôle électrique
1) le module de positionnement et contrôle de module d'E/S le mouvement de l'axe et du cylindre de machine. Le système est équipé de la fonction d'anti-tardiveté pour réduire des dommages aux équipments provoqués par misoperation de personnel.
2) le dispositif réserve l'interface de module de porte série et de module d'Ethernet, collecte des informations requises par le dispositif, et réserve la fonction de relier en amont et en aval des dispositifs













