
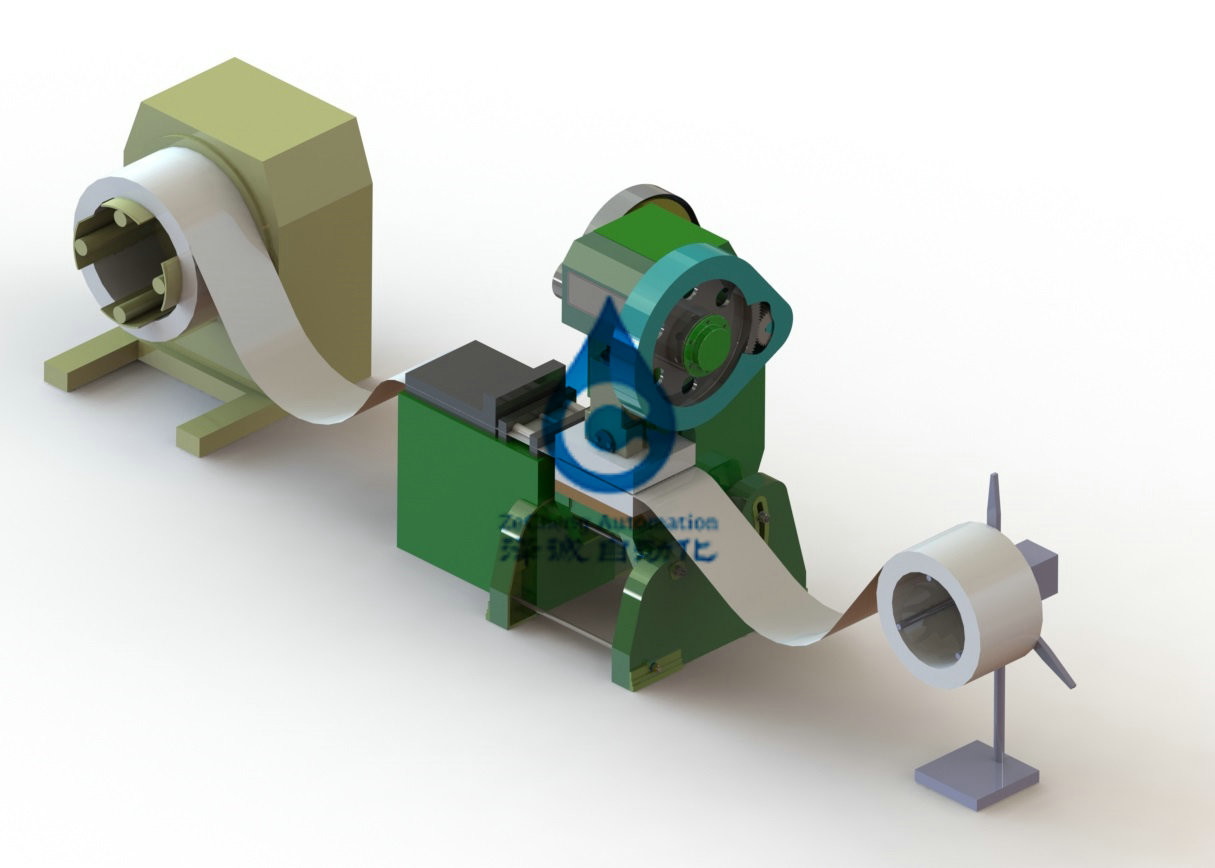

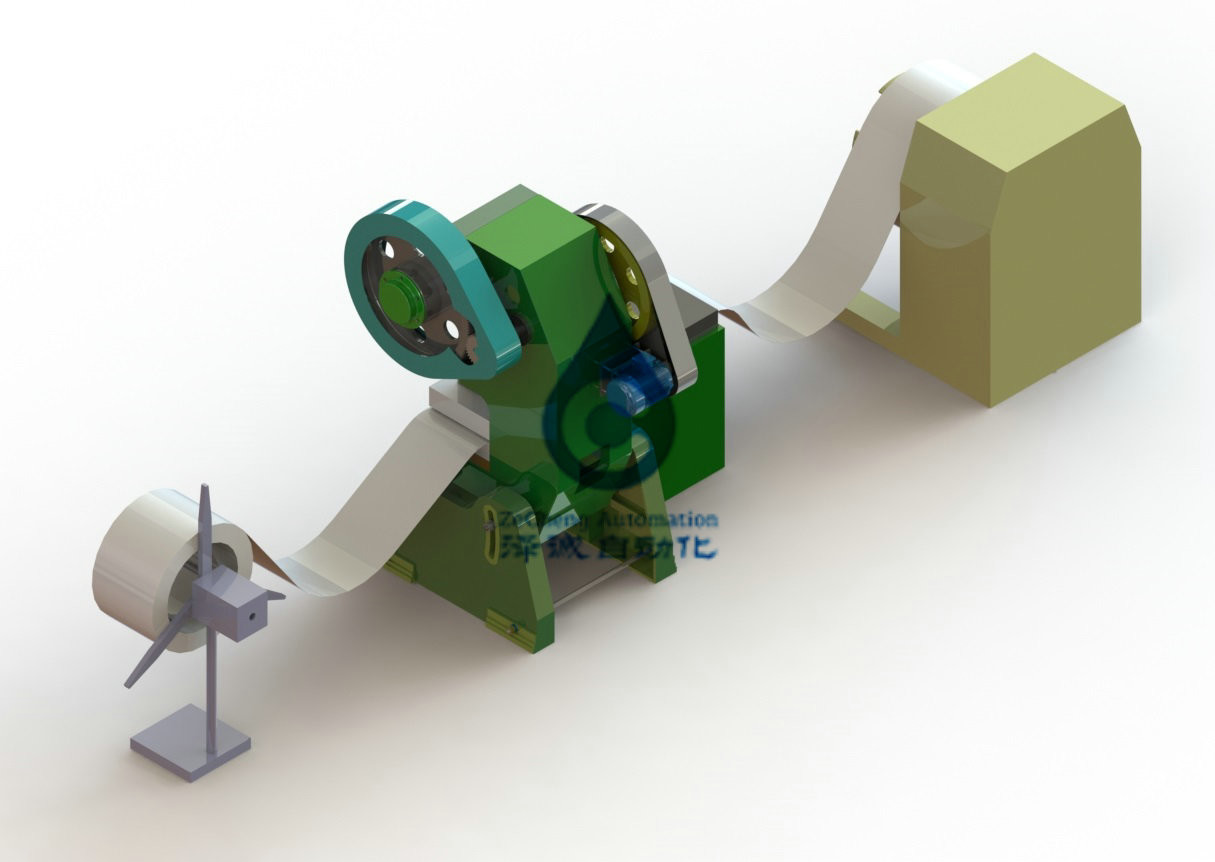
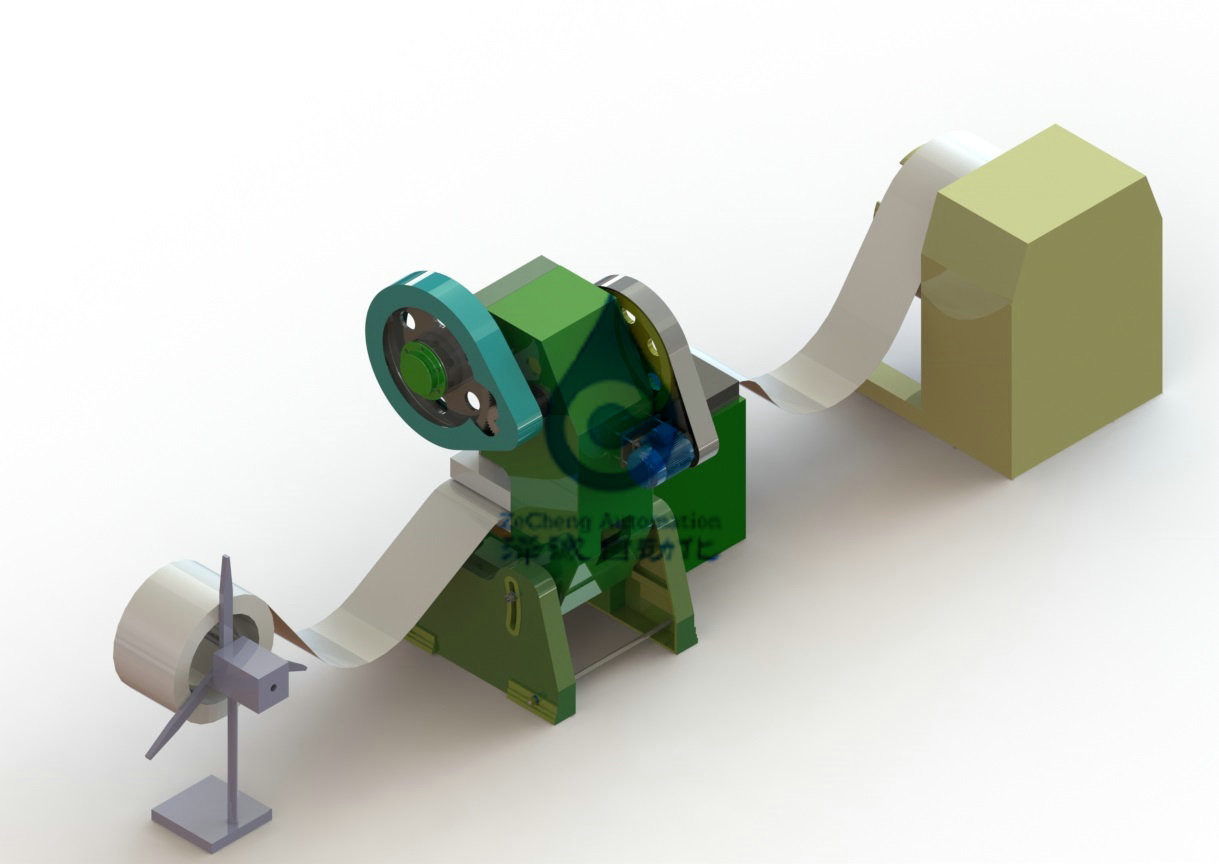
description 2.1.1.Brief de poinçonneuse de feuille de poteau
L'équipement convient au processus masquant de la ceinture à tirette d'électrode de divers accumulateurs alcalins tels que la batterie de cadmium-nickel, la batterie zinc-nickel, la batterie de nickel-hydrogène, la batterie de fer-nickel, etc. Il y a deux modes fonctionnants : automatique et manuel. Le mode fonctionnant automatique du déroulement des opérations de base, laminoir, petits pains installés dans la zone polaire par le mécanisme de transport, donnant le mécanisme selon la longueur du dégagement de dimension de morceau de poteau alimentant, introduisent dans le paquet sur le moule de poinçon, le moule du supérieur meurent est installé dans le bloc de glissière de presse, bloc à travers le mouvement sur le mode d'entraînement sera situé dans le moule extrêmement de la coupe de ceinture dans des tranches. Par le trou masquant au centre de la table de matrice et de poinçon, les morceaux de poteau sont abandonnés dans le convoyeur à bande sous le poinçon. Le convoyeur à bande transmet les morceaux de poteau à la station de tri. La bande de poteau de finition est façonnée en les déchets poreux inachevés de bande, qui sont enroulés sur la machine de récolte et rassemblés dans la bobine.
2.1.2. Conditions de conception
2.1.2.1. La largeur maximum de la bande de poteau est 220mm.2.1.
la vitesse maximum du cisaillement 2.2.The n'est aucune moins de 80 fois /min (quand la longueur de la feuille de poteau est 75mm), et la vitesse de cisaillement est réglable.
2.1.2.3. La longueur maximum de cisaillement est 300mm.
2.1.2.4. Le dispositif a au moins deux modes fonctionnants : mouvement de point et opération automatique. Console à deux mains de sécurité d'installation.
2.1.2.5. Le dispositif de protection de porte de sécurité est fourni sur l'avant et le dos de l'établi d'équipement. Seulement quand les portes de sécurité des deux côtés sont boîte fermée l'équipement fonctionnez en mode fonctionnant automatique.
2.1.2.6. Le panneau de contrôle des opérations de l'équipement a des fonctions telles que le commutateur électrique, données de surveillance du statut courant de l'équipement et d'affichage d'affichage à cristaux liquides d'indication de défaut.
2.1.2.7 les pièces en rotation coulissantes et de l'équipement, telles que le rail de guide et l'axe, sont équipés des dispositifs parfaits de lubrification. L'équipement a la fonction de la course, groupe, compte d'entretien et ainsi de suite. L'équipement est équipé de l'interface de la distribution avec la réception, déchargeant la machine, le conducteur et le convoyeur à bande.
2.1.2.8 le rewinder est électriquement conduit pour rassembler le dégagement, qui convient à commencer fréquent. Tension 220V (380V), 50Hz.
2.1.2.9. Après le poinçon et le cisaillement, quand les déchets de bande de poteau sont étirés à la limite supérieure, l'uncoiler cesse de rassembler des matériaux. Quand la bande de rebut tombe à la limite inférieure, le bobinier décharge le matériel. Le conducteur doit avoir un contrepoids pour assurer la tension suffisante sur la bande de chute pour assurer la vitesse du conducteur. Le diamètre de l'axe de rebut de support de bande magnétique de la machine de rebobinage est axe du rewinder 38mm.The est équipé de dispositif de rebut d'orientation de bobine. La position du capteur de détection de position de bande de poteau est réglable. La position axiale d'installation du ralentisseur du dispositif de alimentation est parallèle à l'axe vertical de l'alimentation dispositif. Le dispositif de réception a un mécanisme électrique indépendant d'opération.
2.1.2.10. Coordonnez le mouvement de travail de chaque partie de la chaîne de production des cisaillements de poteau, et chaque partie a la fonction de l'opération et de l'élimination des imperfections indépendantes.
2.1.2.11. La conception, la fabrication, l'installation et l'élimination des imperfections des cisaillements de poteau sont en conformité avec les caractéristiques nationales et industrielles appropriées.
2.1.2.12. Le mode fonctionnant manuel du perforateur de plat de poteau est employé pour l'entretien du matériel et l'élimination des imperfections, la nouvelle élimination des imperfections de moule et le travail initial. Pendant le travail initial, la ceinture manuelle de poteau de dessin écrit le mécanisme d'alimentation, et la ceinture de guidage manuelle de poteau entre dans le moule de poinçon. Après plusieurs fois d'opération de point, les déchets sont enroulés autour de l'axe de alimentation de machine et peuvent être transférés au mode fonctionnant automatique quand la tension de alimentation normale est produite par la machine de rebobinage.
2.1.4. Paramètres techniques de l'équipement
|
Article |
ZBCA01A-00 |
| Efficacité | La vitesse maximum de cisaillement n'est aucune moins de 80 fois /min (quand la longueur de la feuille de poteau est 75mm), et la vitesse de cisaillement est réglable. |
| Toute la puissance (kilowatts) | 13 |
| Puissance fonctionnante normale (kilowatt) | 12,5 |
| Le poids | 1000KG |













