
Cadmium-nickel de 600KG 80PPM 13KW, poinçonneuse de plat zinc-nickel de batterie
description 1.Brief de poinçonneuse de feuille de poteau
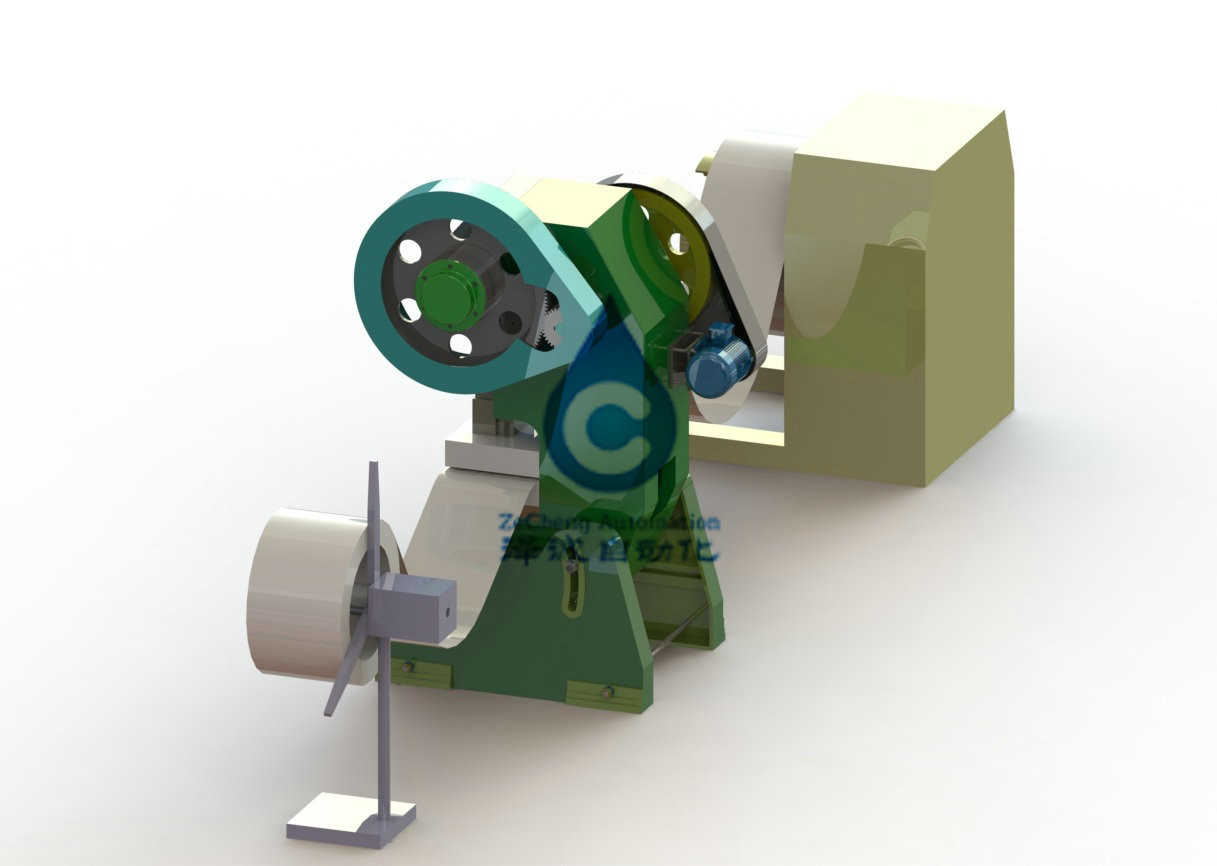
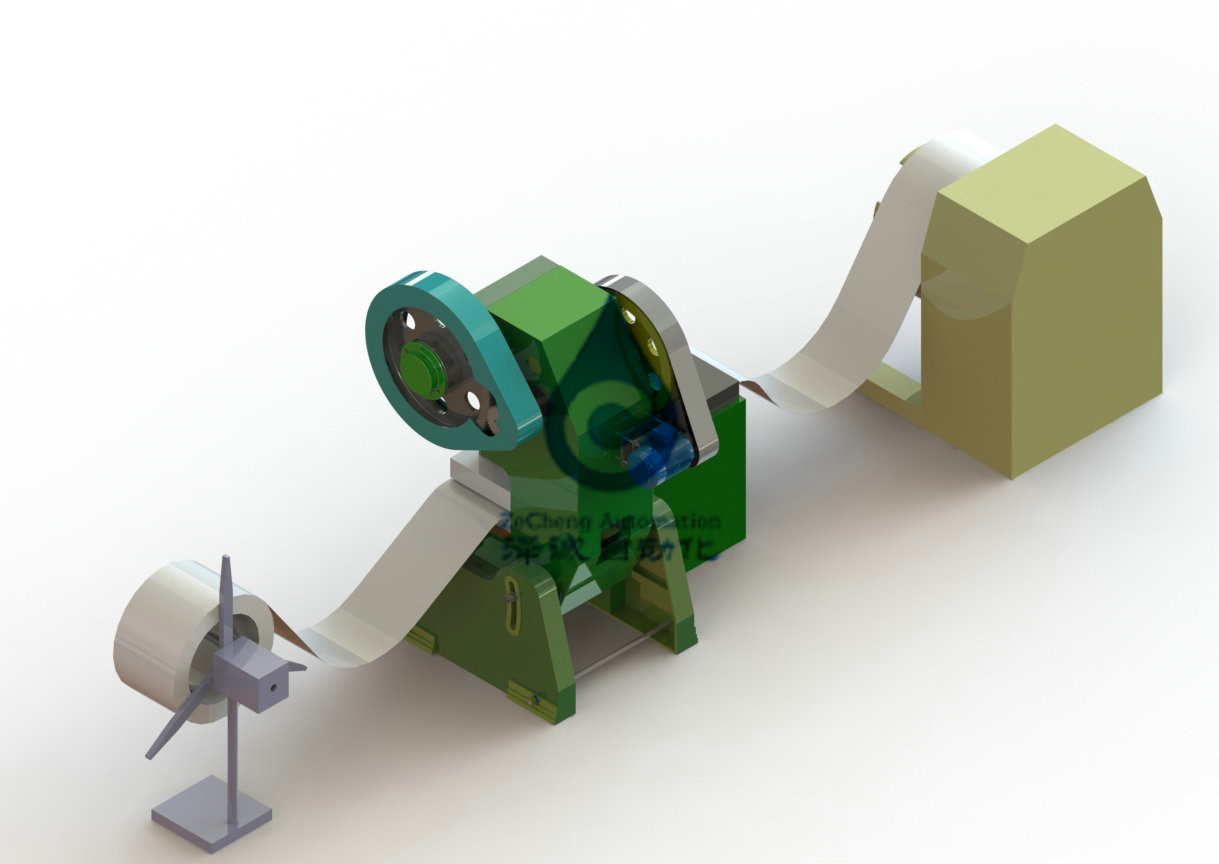
L'équipement convient au processus masquant de la ceinture à tirette d'électrode de divers accumulateurs alcalins tels que la batterie de cadmium-nickel, la batterie zinc-nickel, la batterie de nickel-hydrogène, la batterie de fer-nickel, etc. Il y a deux modes fonctionnants : automatique et manuel. Le mode fonctionnant automatique du déroulement des opérations de base, laminoir, petits pains installés dans la zone polaire par le mécanisme de transport, donnant le mécanisme selon la longueur du dégagement de dimension de morceau de poteau alimentant, introduisent dans le paquet sur le moule de poinçon, le moule de la matrice supérieure est installé dans le bloc de glissière de presse, bloc à travers le mouvement sur le mode d'entraînement sera situé dans le moule extrêmement de la coupe de ceinture dans des tranches. Par le trou masquant au centre de la table de matrice et de poinçon, les morceaux de poteau sont abandonnés dans le convoyeur à bande sous le poinçon. Le convoyeur à bande transmet les morceaux de poteau à la station de tri. La bande de poteau de finition est façonnée en les déchets poreux inachevés de bande, qui sont enroulés sur la machine de récolte et rassemblés dans la bobine.
![]()
paramètres 2.Technical de l'équipement
|
Article |
ZBCA01A-00 |
| Efficacité | La vitesse maximum de cisaillement n'est non moins de 80 fois /min (quand la longueur de la feuille de poteau est 75mm), et la vitesse de cisaillement est réglable. |
| Toute la puissance (kilowatts) | 13 |
| Puissance de fonctionnement normale (kilowatts) | 12,5 |
| Le poids | 1000KG |
composants de l'équipement 3Main
Il se compose principalement de machine de déroulement, de dispositif de alimentation, de poinçonneuse, d'éolienne et de convoyeur à bande.
3,1 la composition du dérouleur :
Le déroulement d'espace est conduit par le réducteur électrique, qui convient à commencer fréquent. Une fois mis en marche, le dérouleur démarre pour dérouler automatiquement. Quand la ceinture de poteau tombe au capteur de limite inférieure, le dérouleur cesse de dérouler, et quand la ceinture de poteau est tirée à partir de la gamme de détection du capteur, le dérouleur démarre pour dérouler encore. Le dérouleur a un mécanisme de freinage fiable. Le diamètre de l'axe d'installation du poteau supérieur du dérouleur est 38mm. L'axe de la machine de déroulement est donné en dispositif de mise en place axial pour le petit pain de bande de poteau, et le déflecteur est équipé de goupilles radiales de positionnement et de transmission. Le dérouleur a la fonction du déroulement en avant et inverse. Le dérouleur a un dispositif pour empêcher la bande de poteau de tomber à la terre. La position axiale d'installation du réducteur du dispositif de déroulement est parallèle à l'axe vertical du dispositif de déroulement. Le dispositif de déroulement a un mécanisme opératoire électrique indépendant.
3,2 la composition du conducteur :
La méthode de alimentation pneumatique est adoptée, et la vitesse d'alimentation est réglable et assortit la vitesse de la poinçonneuse. La largeur de alimentation n'est pas moins de 220mm. La ceinture de poteau est maintenue en haut et en bas par le cylindre de fixage, et le cylindre d'alimentation est utilisé pour pousser le matériel. Le cylindre de fixage n'endommage pas la surface de la ceinture de poteau. La longueur de alimentation peut être ajustée arbitrairement dans la marge de 0-300mm, et la longueur d'ajustement est montrée avec des numéros de référence. Le mécanisme d'alimentation a l'alimentation à l'étable, avec le mécanisme de alimentation de guide et la ceinture réglable de poteau le mécanisme gauche et droit de limite, qui peut s'assurer que l'alimentation de ceinture de poteau est droite et l'exactitude ne dépasse pas ±0.5mm quand le rebord du P.R. poteau est tordu. Le mécanisme d'alimentation et le mouvement de la glissière de poinçon ont la bonne coordination, et les actions de l'alimentation et du poinçon et du cisaillement ne doivent pas s'y mêler les uns avec les autres. Le mécanisme d'alimentation a les dispositifs de sécurité complets et fiables. Le mécanisme d'alimentation a la rigidité suffisante et ne devrait pas produire de la vibration excessive pendant l'opération ultra-rapide. La taille du mécanisme d'alimentation est ajustable, et la connexion avec la presse de poinçon est ferme.
3,3 composition de presse de poinçon :
Le type presse d'OCP-80e de poinçon produite par Jinfeng Machinery Industry Co., Ltd. est employé, avec une pression nominale de 80 tonnes.
3,4 composition de convoyeur à bande :
Le convoyeur à bande est installé à la partie plus inférieure de la poinçonneuse. La ceinture adopte la bande de type anneau de tissu, commande électrique. La longueur du convoyeur à bande devrait s'assurer qu'une extrémité peut être reliée au morceau de poteau tombant du trou de poinçon, et l'autre extrémité est exposée à l'extérieur de l'équipement pour environ 500mm. Une poulie est installée au fond du convoyeur à bande pour faciliter l'ajustement de la position de convoyeur.
composition 3.5The du bobinier :
Le bobinier est conduit par l'espace électrique pour recevoir le matériel, qui convient à commencer fréquent. Après le poinçon et le cisaillement, quand la bande de chute est étirée à la limite supérieure, le dérouleur cesse le rebobinage. Quand la bande de chute tombe à la limite inférieure, le bobinier démarre pour rassembler le matériel. Le rewinder doit avoir un contrepoids pour assurer la tension suffisante sur la ceinture de chute pour assurer la vitesse de la ceinture à l'extrémité de rebobinage. Le diamètre de l'axe d'installation de la bande magnétique de chute sur le bobinier est 38mm. Il y a un dispositif de mise en place axial de rebut de bande magnétique sur l'axe de bobinier. La position du capteur de détection de position de ceinture de poteau est réglable. La position axiale d'installation du réducteur du dispositif de déroulement est parallèle à l'axe vertical du dispositif de déchargement. Le dispositif de réception a un mécanisme opératoire électrique indépendant.
3,5 système de contrôle :
Le tableau électrique est installé indépendamment à l'intérieur de la machine, et les composants de circuit de puissance tels que l'alimentation d'énergie de commutateur de fuite, de stabilité de C.C, le PLC pour le contrôle, le relais, le dispositif de contrôle de moteur, etc. sont installés à l'intérieur. Des rapports à l'extérieur sont établis utilisant des connecteurs et des TB. Le PLC adopte OMRON. La pièce de plafond du cable électrique a des perforations. Des câbles et les conduits d'air entre l'autre équipement sont câblés et sifflés au fond.













